- Mga kurso para sa mga welder
- Hinang ng tubo
- Mga pagkakamali ng mga nagsisimulang welder
- Paano pumili ng mga electrodes para sa hinang
- Arc ignition
- Paano magwelding ng isang tahi
- Welding vertical seams
- Paano magwelding ng pahalang na tahi
- Pinagtahian ng kisame
- Mga pag-iingat sa kaligtasan para sa electric welding
- Paghahanda para sa hinang
- Mga Tip: kung paano matutunan kung paano magluto gamit ang electric welding sa iyong sarili
- Manu-manong arc welding technique. Paano magluto sa pamamagitan ng hinang
- Arc welding
- Semi-awtomatikong metal inert gas welding (MIG)
- Mga kasangkapan at kagamitan
- Mga uri ng kagamitan
- Mga kasangkapan at kagamitan
- Mga karaniwang pagkakamali ng rookie
- Mga uri ng welding machine
- transpormer
- mga inverters
- Teknolohiya ng electric welding
- Paano sindihan ang isang arko
- Bilis ng welding
Mga kurso para sa mga welder
Ang welding ay maaaring pinagkadalubhasaan sa mga espesyal na kurso. Ang pagsasanay sa welding sa kanila ay nahahati sa teorya at praktikal na pagsasanay. Maaari kang mag-aral nang personal o malayo. Ang mga kurso ay nagtuturo ng teknolohiya ng welding para sa mga nagsisimula at iba pang mahalagang karunungan. Mahalaga ang pagkakataong matutong magluto sa pamamagitan ng welding sa mga praktikal na klase sa ilalim ng pangangasiwa ng isang guro. Ang mga mag-aaral ay binibigyan ng ideya tungkol sa magagamit na kagamitan para sa hinang, ang pagpili ng mga electrodes, mga panuntunan sa kaligtasan.
Maaari kang mag-aral sa isang indibidwal na programa o kasama ng isang grupo.Ang bawat pagpipilian ay may sariling mga pakinabang. Kapag nag-aaral nang paisa-isa, maaari mong makabisado lamang ang mga kaalamang maaaring maging kapaki-pakinabang sa hinaharap. Ngunit kapag nag-aaral sa isang grupo, may pagkakataon na marinig ang pagsusuri ng mga pagkakamali ng kanilang mga kapwa mag-aaral at sa gayon ay makakuha ng karagdagang kaalaman.
Matapos makumpleto ang mga kurso at makapasa sa mga pagsusulit na nagpapatunay sa nakuha na kaalaman at praktikal na kasanayan, isang sertipiko ng naaprubahang sample ay inisyu.
Hinang ng tubo
Sa pamamagitan ng electric arc welding, posible na gumawa ng pahalang na tahi na tumatakbo sa paligid ng circumference ng tubo at isang patayo na tumatakbo sa gilid, pati na rin sa itaas at ilalim na mga tahi. Ang pinaka-maginhawang opsyon ay ang ilalim na tahi.

Ang mga bakal na tubo ay dapat na welded end-to-end, habang hinang ang lahat ng mga gilid sa kahabaan ng taas ng mga dingding. Sa panahon ng operasyon, ang elektrod ay dapat na mai-install sa isang anggulo ng 45 degrees - ginagawa ito upang mabawasan ang pag-agos sa loob ng mga produkto. Ang lapad ng tahi ay dapat na 2-3 mm, taas - 6-8 mm. Kung ang hinang ay magkakapatong, kung gayon ang kinakailangang lapad ay 6-8 mm na, at ang taas ay 3 mm.
Kaagad bago simulan ang trabaho, kinakailangan na magsagawa ng mga pamamaraan ng paghahanda:
- Kailangan mong linisin ang item.
- Kung ang mga gilid ng tubo ay deformed, pagkatapos ay ihanay ang mga ito o putulin ang mga ito gamit ang isang gilingan ng anggulo, o sa isang simpleng gilingan.
- Ang mga gilid kung saan dadaan ang tahi ay dapat na linisin sa isang shine.
Pagkatapos ng paghahanda, maaari kang pumasok sa trabaho. Kinakailangan na hinangin ang lahat ng mga joints nang tuluy-tuloy, ganap na hinang. Ang mga joint ng tubo na may lapad na hanggang 6 mm ay hinangin sa 2 layer, na may lapad na 6-12 mm sa 3 layer at may lapad na pader na higit sa 19 mm sa 4 na layer. Ang pangunahing tampok ay ang patuloy na paglilinis ng mga tubo mula sa slag, i.e.pagkatapos ng bawat nakumpletong layer, kinakailangan upang linisin ito ng slag at pagkatapos lamang magluto ng bago. Ang partikular na pangangalaga ay dapat gawin kapag nagtatrabaho sa unang tahi, ito ay kinakailangan upang matunaw ang lahat ng dullness at mga gilid. Ang unang layer ay maingat na sinuri para sa mga bitak, kung naroroon sila, pagkatapos ay dapat silang matunaw o i-cut down at welded muli.
Ang lahat ng kasunod na mga layer ay hinangin sa pamamagitan ng dahan-dahang pag-ikot ng tubo. Ang huling layer ay welded na may isang maayos na paglipat sa base metal.
Mga pagkakamali ng mga nagsisimulang welder
Upang matutunan kung paano magluto gamit ang electric welding, kailangan mong isaalang-alang ang mga pangunahing pagkakamali na ginagawa ng mga nagsisimula:
- Masyadong mabilis ang paggalaw ng electrode, na nagreresulta sa hindi pantay na tahi.
- Masyadong mabagal na paggalaw ng tahi, habang ang mga butas at paso ay nabuo sa metal.
- Masyadong hindi pantay at flat seam. Ang pangunahing error dito ay nasa anggulo ng elektrod.
- Kabiguan ng metal. Nangyayari ito dahil ang 5 mm na agwat sa pagitan ng metal at ng elektrod ay hindi naobserbahan, ibig sabihin, ang puwang ay masyadong maliit.
- Kung hindi, kapag ang puwang ay masyadong malaki, ang metal ay hindi kumukulo.
Ang lahat ng mga error sa itaas ay ang pinaka-grass lamang. Marami pang mga nuances na mauunawaan lamang sa karanasan.
Kapag hinang ang manipis na pader na metal o mga profile, kinakailangan ang isang maingat na diskarte sa trabaho. Ang mga manipis na bahagi ay maaaring welded sa pamamagitan ng paglalagay ng nalinis na elektrod at hinang nang direkta sa ibabaw nito.
Ang welding sa mga non-ferrous na metal ay kapansin-pansing naiiba, dahil nangangailangan ito ng iba pang mga electrodes. Kinakailangan din ang isang espesyal na proteksiyon na kapaligiran. Ngayon ay maaari kang bumili ng mga unibersal na aparato na nagluluto ng halos anumang metal.
Mayroon ding mga semi-awtomatikong aparato para sa pagtatrabaho sa mga manipis na pader na metal.Ang kakanyahan nito ay namamalagi sa pagtitiwalag ng isang espesyal na kawad.
Paano pumili ng mga electrodes para sa hinang
Ang isang elektrod ay isang metal rod na nagbibigay-daan sa iyo upang magsagawa ng kasalukuyang sa workpiece na hinangin. Mayroong iba't ibang mga tatak ng mga electrodes, ngunit para sa hinang bakal, ang mga maginoo na electrodes para sa isang inverter na may diameter na 3 mm ay angkop. Ang mas makapal na metal, mas malaki ang diameter ng mga electrodes para sa hinang ay dapat mapili.

Napakahalaga na ang mga electrodes para sa pagsasanay sa hinang ay may mataas na kalidad, at, siyempre, tuyo. Kapag gumagamit ng mga mamasa-masa na electrodes, napakahirap kahit para sa isang may karanasan na welder na hampasin ang arko at panatilihin ito sa isang matatag na estado.
Samakatuwid, kung magpasya kang matutunan kung paano magwelding, dapat mong gamitin lamang ang mga de-kalidad na consumable para sa mga layuning ito.
Arc ignition
Pagkatapos ay kailangan mong i-on ang inverter. Ang pinakasimpleng pamamaraan para sa electric welding ay isinasagawa sa pamamagitan ng pag-on sa toggle switch. Ang kasalukuyang halaga ay dapat itakda sa isang regulator, na madaling makita sa front panel ng unit. Para sa napiling elektrod, angkop ang isang kasalukuyang 100 A. Ibaba ang maskara at magpatuloy.

Una sa lahat, kailangan mong gawin ang kasanayan ng pag-aapoy ng arko. Gamit ang bagong elektrod, ito ay ginagawa sa pamamagitan lamang ng pag-swipe nito sa buong bahagi. Tandaan kung paano ka magkatugma ng magaan. Kung ang elektrod ay ginagamit na, kailangan nilang kumatok sa ibabaw ng metal. Ito ay nangyayari na ang elektrod sa mga kamay ng mga nagsisimula ay dumikit sa metal. Ito ay madaling naitama sa pamamagitan ng matalim na pagkiling sa elektrod sa gilid. Kung sakaling hindi mapunit, kailangan mong patayin ang inverter. Pagkatapos ang mga dumikit na punto ay mawawala sa kanilang sarili.





Ang ignited electrode ay bumubuo ng welding arc. Upang mapanatili ito, kailangan mong matutunan kung paano mapanatili ang isang distansya sa metal na 3-5 mm.Kapag papalapit, maaaring mangyari ang isang maikling circuit, na sinamahan ng pagdikit. Kapag lumayo, mawawala ang arko.
Paano magwelding ng isang tahi
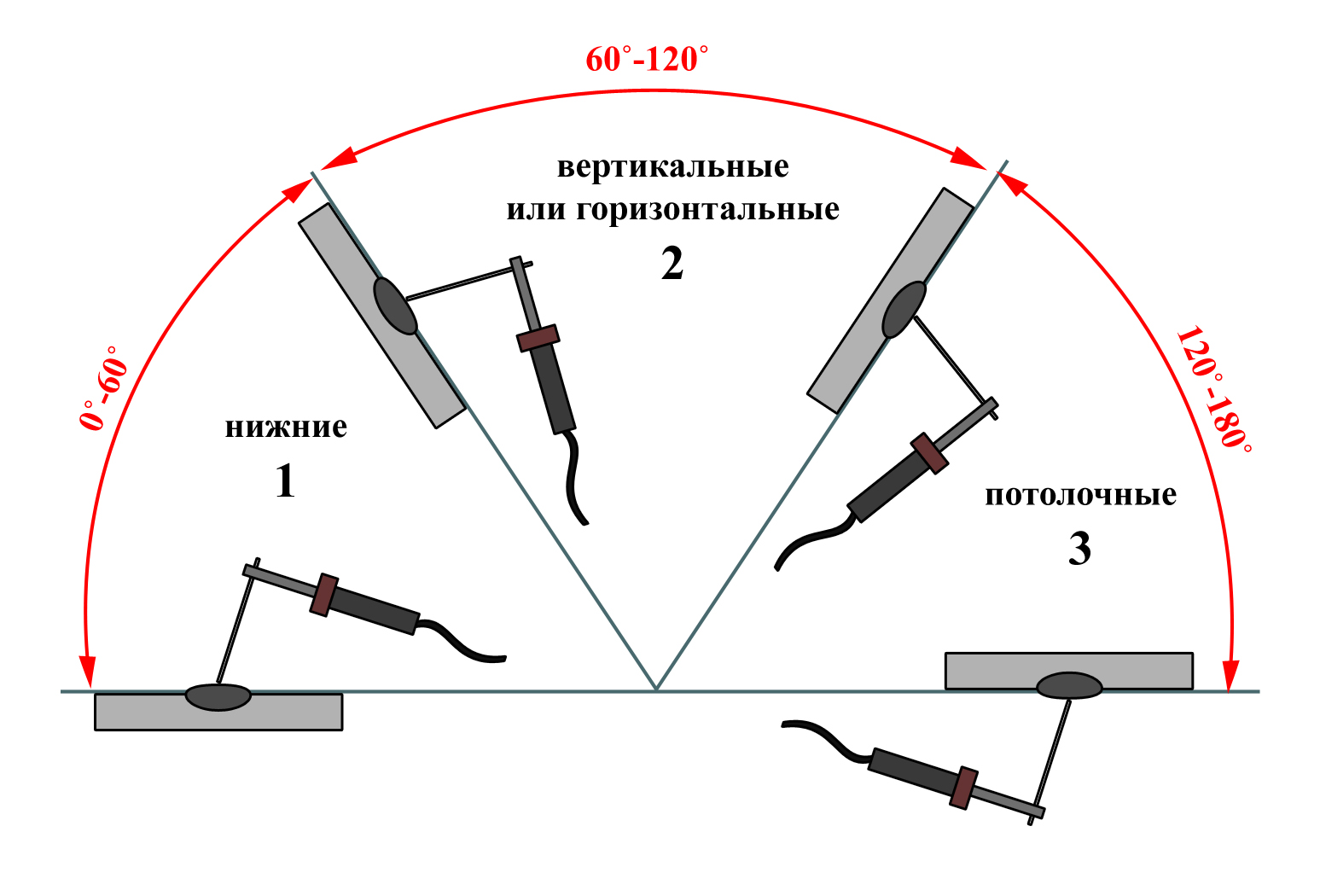
Kapag hinang sa mas mababang posisyon, walang mga paghihirap na lumitaw kahit na para sa isang baguhan na welder. Ngunit lahat ng iba pang probisyon ay nangangailangan ng kaalaman sa teknolohiya. Ang bawat posisyon ay may sariling rekomendasyon. Ang pamamaraan para sa paggawa ng mga welds ng bawat uri ay tinalakay sa ibaba.
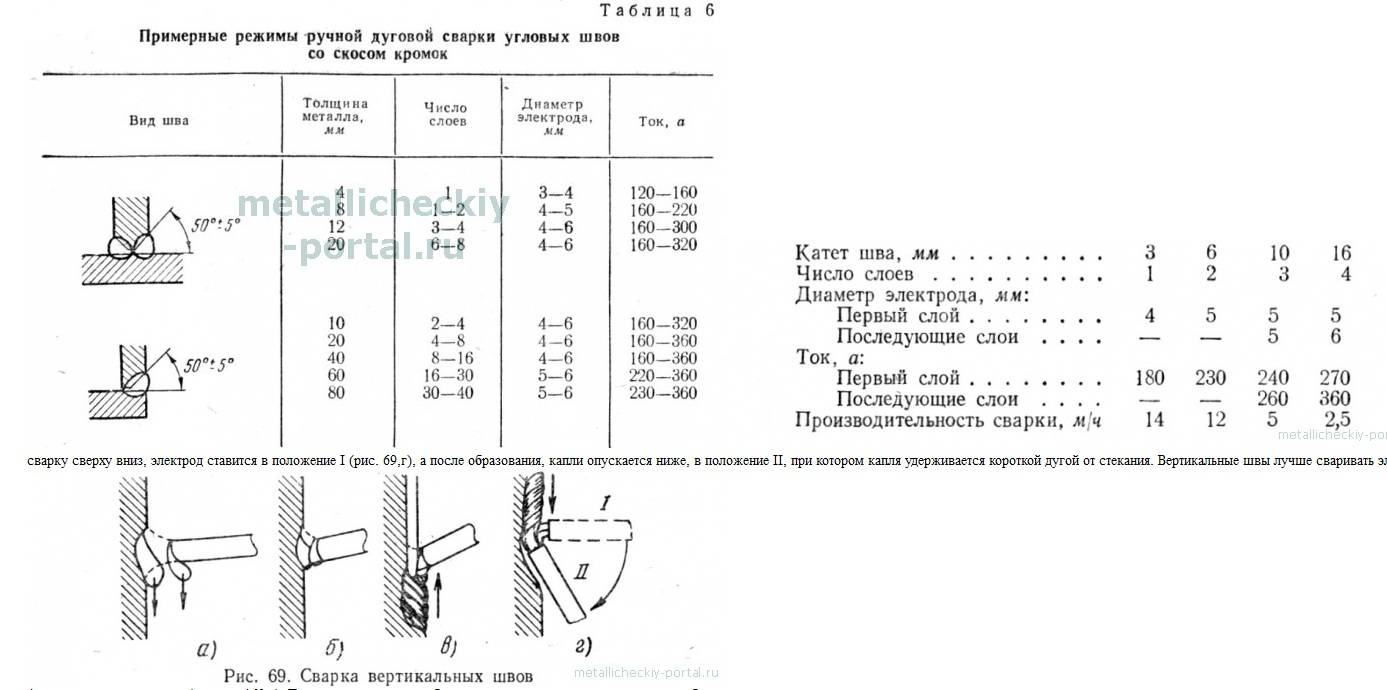
Welding vertical seams
Sa panahon ng hinang ng mga bahagi sa isang patayong posisyon, ang tinunaw na metal ay dumudulas sa ilalim ng pagkilos ng grabidad. Upang maiwasan ang paglabas ng mga droplet, isang mas maikling arko ang ginagamit (ang dulo ng elektrod ay mas malapit sa weld pool). Ang ilang mga craftsmen, kung pinapayagan ng mga electrodes (huwag dumikit), sa pangkalahatan ay sandalan ang mga ito sa bahagi.
Ang paghahanda ng metal (grooving) ay isinasagawa alinsunod sa uri ng joint at ang kapal ng mga bahagi na welded. Pagkatapos ay naayos sila sa isang paunang natukoy na posisyon, na konektado sa isang hakbang ng ilang sentimetro na may maikling transverse seams - "tacks". Ang mga tahi na ito ay hindi nagpapahintulot sa mga bahagi na lumipat.
Ang isang vertical seam ay maaaring welded mula sa itaas hanggang sa ibaba o mula sa ibaba hanggang sa itaas. Ito ay mas maginhawa upang gumana mula sa ibaba pataas: ito ay kung paano itinulak ng arko ang weld pool pataas, na pinipigilan itong bumaba. Ginagawa nitong mas madali ang paggawa ng isang kalidad na tahi.
Paano magwelding ng isang vertical seam mula sa ibaba pataas: ang posisyon ng elektrod at posibleng mga paggalaw
Ipinapakita ng video na ito kung paano maayos na magwelding ng vertical seam sa pamamagitan ng electric welding na may paggalaw ng electrode mula sa ibaba hanggang sa itaas nang walang paghihiwalay. Ipinakita rin ang short roll technique. Sa kasong ito, ang mga paggalaw ng elektrod ay nangyayari lamang pataas at pababa, nang walang pahalang na pag-aalis, ang tahi ay halos flat.
Posibleng ikonekta ang mga bahagi sa isang patayong posisyon na may paghihiwalay ng arko. Para sa mga baguhan na welders, ito ay maaaring maging mas maginhawa: sa panahon ng paghihiwalay, ang metal ay may oras upang palamig. Sa pamamaraang ito, maaari mo ring ipahinga ang elektrod sa istante ng welded crater. Ito ay mas madali. Ang pattern ng paggalaw ay halos kapareho ng walang pahinga: mula sa gilid hanggang sa gilid, na may mga loop o isang "maikling roller" - pataas at pababa.
Paano magluto ng vertical seam na may puwang, tingnan ang susunod na video. Ang parehong video tutorial ay nagpapakita ng epekto ng kasalukuyang lakas sa hugis ng tahi. Sa pangkalahatan, ang kasalukuyang ay dapat na 5-10 A mas mababa kaysa sa inirerekomenda para sa isang partikular na uri ng elektrod at kapal ng metal. Ngunit, tulad ng ipinapakita sa video, hindi ito palaging totoo at tinutukoy sa pamamagitan ng eksperimento.
Minsan ang isang vertical seam ay welded mula sa itaas hanggang sa ibaba. Sa kasong ito, kapag sinimulan ang arko, hawakan ang elektrod patayo sa mga ibabaw na welded. Pagkatapos ng pag-aapoy sa posisyon na ito, init ang metal, pagkatapos ay ibaba ang elektrod at lutuin sa posisyon na ito. Ang welding ng isang vertical seam mula sa itaas hanggang sa ibaba ay hindi masyadong maginhawa, nangangailangan ito ng mahusay na kontrol ng weld pool, ngunit sa ganitong paraan maaari mong makamit ang magagandang resulta.
Paano magwelding ng isang vertical seam sa pamamagitan ng electric welding mula sa itaas hanggang sa ibaba: ang posisyon ng elektrod at ang paggalaw ng dulo nito
Paano magwelding ng pahalang na tahi
Ang isang pahalang na tahi sa isang patayong eroplano ay maaaring isagawa pareho mula sa kanan papuntang kaliwa at mula kaliwa hanggang kanan. Walang pinagkaiba, kung kanino mas maginhawa, nagluluto siya ng ganoon. Tulad ng kapag hinang ang isang vertical seam, ang paliguan ay may posibilidad na bumaba. Samakatuwid, ang anggulo ng pagkahilig ng elektrod ay medyo malaki. Napili ito depende sa bilis ng paggalaw at kasalukuyang mga parameter.Ang pangunahing bagay ay ang paliguan ay nananatili sa lugar.
Welding horizontal seams: posisyon at paggalaw ng elektrod
Kung ang metal ay dumadaloy pababa, dagdagan ang bilis ng paggalaw, mas mababa ang pag-init ng metal. Ang isa pang paraan ay ang paggawa ng mga arc break. Sa mga maikling agwat na ito, ang metal ay lumalamig nang kaunti at hindi maubos. Maaari mo ring bawasan ng kaunti ang kasalukuyang. Tanging ang lahat ng mga hakbang na ito ay inilalapat sa mga yugto, at hindi lahat nang sabay-sabay.
Ang video sa ibaba ay nagpapakita kung paano maayos na magwelding ng metal sa isang pahalang na posisyon. Ang ikalawang bahagi ng video tungkol sa mga vertical seams.
Pinagtahian ng kisame
Ang ganitong uri ng welded joint ay ang pinakamahirap. Nangangailangan ng mataas na kasanayan at mahusay na kontrol ng weld pool. Upang maisagawa ang tahi na ito, ang elektrod ay gaganapin sa tamang mga anggulo sa kisame. Ang arko ay maikli, ang bilis ng paggalaw ay pare-pareho. Magsagawa ng pangunahing mga pabilog na paggalaw na nagpapalawak ng tahi.








Mga pag-iingat sa kaligtasan para sa electric welding
Ang electric welding ng metal ay sinamahan hindi lamang ng paglabas ng init, sparks, atbp. Kung hindi wasto ang paghawak, madali kang magkaroon ng electric shock.
Samakatuwid, bago hawakan ang electrode holder sa unang pagkakataon, tuparin ang isang bilang ng mga sumusunod na kinakailangan:
- Protektahan ang iyong mga mata. Para sa mga layuning ito, may mga espesyal na maskara para sa mga welder o kanilang mga nauna, mga kalasag na may mga light filter;
- Siguraduhing magtrabaho sa mga oberols, dapat itong gawa sa mga hindi nasusunog na materyales, dapat na sakop ang mga braso at binti;
- Gumamit ng rubberized na sapatos at guwantes, welder's leggings. Sa ganitong paraan mababawasan mo ang panganib ng electric shock.
Hindi natin dapat kalimutan na ang electric welding, bukod sa iba pang mga bagay, ay mapanganib din sa pamamagitan ng electric shock. Kaya naman, imposibleng magluto sa pamamagitan ng pagwelding sa kalye kapag umuulan kahit mahina. Gayundin, hindi ka maaaring magluto sa mga lalagyan mula sa gasolina, gas, atbp.Palaging magsuot ng rubberized na oberols upang protektahan ang iyong mga braso at binti.

Ngayon, para sa welding ng sambahayan, ang mga inverter ay kadalasang ginagamit. Ang mga ito ay magaan at mga mobile device na maaaring magwelding ng bakal, cast iron, at stainless steel.
Paghahanda para sa hinang
Ang pagsasanay sa electric welding ay isang praktikal na proseso na nangangailangan ng ilang pagsasanay. Una sa lahat, kailangan mong alagaan ang seguridad. Ang gawain ng isang welder ay medyo mapanganib:
- Posibilidad ng mga paso mula sa mga splashes ng tinunaw na metal;
- Pagkalason sa mga nakakalason na pagtatago sa mataas na temperatura;
- Posibilidad ng electric shock;
- Pinsala sa mata kung hindi isinusuot ang mga salaming pangkaligtasan.

Ang tamang pagpili ng kagamitan at kagamitan para sa electric welding ay ang susi sa isang ligtas na proseso. Para sa welding work kakailanganin mo:
Suit na gawa sa siksik na tela, ganap na sumasakop sa katawan, braso at binti;
Maaaring gumamit ng mga espesyal na baso upang protektahan ang mga mata, ngunit inirerekumenda namin ang pagbibigay pansin sa mga maskara. Poprotektahan din nila ang mukha at mas ligtas sa proseso ng hinang;
De-kalidad na kagamitan para sa hinang;
mga electrodes;
Isang balde ng tubig upang maalis ang mga posibleng sunog;
Ang tamang lugar para sa hinang
Mas mainam na manatili sa labas at alisin ang lahat ng malapit na nasusunog na bagay.
Ang modernong merkado ay kumakatawan sa isang malawak na seleksyon ng mga electric welding machine, ang iba't-ibang ay bumaba sa tatlong pangunahing uri:
- Isang transpormer na nagko-convert ng alternating current para sa hinang. Ang ganitong uri ng welding machine ay madalas na hindi nagbibigay ng isang matatag na electric arc, ngunit kumakain ng maraming boltahe;
- Ang rectifier ay nagko-convert sa direktang kasalukuyang mula sa network ng consumer.Ang mga aparatong ito ay nagbibigay-daan upang makakuha ng isang electric arc na may mataas na katatagan;
- Pinapayagan ka ng inverter na i-convert ang kasalukuyang mula sa network ng sambahayan sa direktang kasalukuyang para sa hinang. Ang mga yunit na ito ay nailalarawan sa kadalian ng pag-aapoy ng arko at mataas na pagganap.
Welding para sa mga nagsisimula: mga video tutorial - panoorin at alamin ang mga nuances.
Ang mga nagsisimula ay pinapayuhan na pumili ng mga electrodes tulad ng solid rods na pinahiran ng consumable na komposisyon. Magiging mas madali para sa isang baguhan na manghihinang na gumawa ng isang pantay na tahi na may tulad na mga electrodes. Ang laki ng mga rod para sa isang baguhan ay 3 mm.
Mga Tip: kung paano matutunan kung paano magluto gamit ang electric welding sa iyong sarili
Posibleng magwelding ng isang metal na istraktura sa iyong sarili sa loob ng 1 araw kung alam mo kung gaano karaming mga electrodes ang kinakailangan, kung alin ang kailangan mong gamitin, at sa kondisyon na ang produkto ay hindi masyadong malaki.
At ano pa ang kailangan mong tandaan upang matutunan kung paano magluto nang mag-isa:
Mahalaga para sa isang welder na hindi lamang gumana nang tama, kundi pati na rin upang matutunan ang mga pangunahing kaalaman, lalo na, kung anong mode ng operasyon ang kinakailangan para sa isang partikular na materyal, dahil ang metal ay maaaring maging bakal, haluang metal, o mga tela tulad ng kulay ng nakilala. .
Siguraduhing pag-aralan ang mga pamamaraan kung saan maaari kang gumawa ng isang tiyak na tahi.
Kinakailangan na lapitan nang tama ang pagpili ng mga electrodes at welding wire.
Kung sa una ay hindi kinakailangan na maging isang propesyonal sa pinakamataas na kategorya, pagkatapos ay maaari mong malaman ang hinang sa iyong sarili kung manonood ka ng mga video tutorial, mga guhit na may mga tahi, at pag-aralan din ang payo ng mga propesyonal. Ang pagsasanay ay magiging mahaba, ngunit posibleng produktibo, lalo na kung unti-unti mong susubukan na gumawa ng mga tahi, na nagpapataas ng dami ng karanasan sa trabaho.

Mas gusto ng maraming tao na gumamit ng resant, dahil ang pamamaraan ay maaaring makatiis ng matagal na pag-load, na nagbibigay-daan sa iyo upang mabilis na tapusin ang bagay. Sa mga unang pagtatangka na magtrabaho kasama ang hinang, mas mahusay na gumamit ng isang tunay na inverter, at pagkatapos lamang, na may mahusay na karanasan, posible sa anumang iba pang aparato. Tungkol sa mga electrodes, ipinapayong piliin ang "3". Ang mga ito ay madaling gamitin, at higit sa lahat, hindi nila na-overload ang network ng kuryente.
Sa pangkalahatan, ang mga kagamitan sa hinang ay nahahati sa mga uri - transpormer, rectifier, inverter. Bakit nananatili ang kasikatan sa likod ng mga inverters? Ang mga ito ay compact, magaan ang timbang, at napakadaling hawakan para sa isang baguhan. Sa mga unang hakbang sa pag-aaral ng hinang, ito ay nagkakahalaga ng pagkuha ng mas simpleng mga uri ng metal at mas mabuti kahit na mga elemento upang hindi kumplikado ang gawain.






Bago ang hinang, kailangan mong maghanda:
- Balde na may tubig;
- martilyo para sa churning slag;
- brush na bakal;
- Isang maskara na nagpoprotekta sa lugar ng mukha at leeg;
- Mga guwantes na gawa sa espesyal na tela na pinapagbinhi ng isang komposisyon upang maiwasan ang pag-aapoy at pagkasunog ng canvas;
- Mga espesyal na damit na may mahabang manggas.
Huwag kalimutan na ang welded na negosyo ay isang panganib sa sunog, at samakatuwid ay mahigpit na ipinagbabawal na maging malapit sa mga nasusunog o nasusunog na mga bagay upang ibukod ang mga malubhang kahihinatnan.
Manu-manong arc welding technique. Paano magluto sa pamamagitan ng hinang
Bago magpatuloy sa mga praktikal na pagsasanay, nais kong ipaalala muli sa iyo ang tungkol sa mga pag-iingat sa kaligtasan. Walang mga kahoy na workbench at nasusunog na materyales malapit sa lugar ng trabaho. Siguraduhing maglagay ng lalagyan ng tubig sa lugar ng trabaho. Magkaroon ng kamalayan sa panganib ng sunog.
Upang malaman kung paano maayos na magwelding sa pamamagitan ng hinang, ipinakita namin sa iyong pansin ang mga detalyadong tagubilin at isang video ng proseso ng hinang.
Subukan munang hampasin ang arko at hawakan ito sa kinakailangang oras. Upang gawin ito, sundin ang aming payo:
- Gamit ang isang metal brush, kinakailangan upang linisin ang mga ibabaw ng mga bahagi na hinangin mula sa dumi at kalawang. Kung kinakailangan, ang kanilang mga gilid ay nababagay sa bawat isa.
- Pinakamainam na matutunan kung paano magluto ng electric welding nang tama gamit ang direktang kasalukuyang, kaya ikonekta ang "positibong" terminal sa bahagi, i-install ang elektrod sa clamp, at itakda ang kinakailangang kasalukuyang lakas sa welding machine.
- Ikiling ang elektrod na may paggalang sa workpiece sa isang anggulo na humigit-kumulang 60° at dahan-dahang ipasa ito sa ibabaw ng metal. Kung lumilitaw ang mga spark, iangat ang dulo ng baras ng 5 mm upang mag-apoy ang electric arc. Marahil ay nabigo kang makakuha ng sparks dahil sa isang layer ng coating o slag sa gilid ng electrode. Sa kasong ito, i-tap ang bahagi na may dulo ng elektrod, tulad ng iminungkahing sa video kung paano maayos na magwelding gamit ang electric welding. Ang umuusbong na arko ay pinananatili na may 5 mm na welding gap sa buong proseso ng welding.
- Kung ang arko ay umiilaw nang walang pag-aalinlangan, at ang elektrod ay dumidikit sa ibabaw ng metal sa lahat ng oras, dagdagan ang kasalukuyang ng 10-20 A. Kung dumikit ang elektrod, kalugin ang lalagyan mula sa gilid hanggang gilid, posibleng kahit na may puwersa.
- Tandaan na ang baras ay masusunog sa lahat ng oras, kaya ang pagpapanatili lamang ng isang puwang na 3-5 mm ay magbibigay-daan sa iyo upang mapanatili ang isang matatag na arko.
Ang pagkakaroon ng natutunan kung paano hampasin ang isang arko, subukang dahan-dahang ilipat ang elektrod patungo sa iyong sarili, habang gumagawa ng mga paggalaw na may amplitude na 3-5 mm mula sa gilid patungo sa gilid.Subukang idirekta ang tunaw mula sa paligid patungo sa gitna ng weld pool. Ang pagkakaroon ng welded ng isang tahi na humigit-kumulang 5 cm ang haba, tanggalin ang elektrod at hayaang lumamig ang mga bahagi, pagkatapos ay tapikin gamit ang martilyo sa junction upang itumba ang slag. Ang tamang tahi ay may monolitikong kulot na istraktura na walang mga craters at inhomogeneities.
Ang kadalisayan ng tahi ay direktang nakasalalay sa laki ng arko at ang tamang paggalaw ng elektrod sa panahon ng hinang. Manood ng isang video kung paano magluto sa pamamagitan ng hinang, na kinukunan gamit ang mga proteksiyon na filter. Sa ganitong mga video, malinaw mong makikita kung paano mapanatili ang arko at ilipat ang elektrod upang makakuha ng mataas na kalidad na tahi. Maaari naming gawin ang mga sumusunod na rekomendasyon:
- Ang kinakailangang haba ng arko ay pinananatili ng paggalaw ng pagsasalin ng baras sa kahabaan ng axis. Sa panahon ng pagtunaw, ang haba ng elektrod ay bumababa, kaya kinakailangan na patuloy na dalhin ang may hawak na may baras na mas malapit sa bahagi, na obserbahan ang kinakailangang clearance. Ito ang binibigyang-diin sa maraming video kung paano matutong magluto.
- Ang pahaba na paggalaw ng elektrod ay lumilikha ng isang pagtitiwalag ng tinatawag na filament roller, ang lapad nito ay karaniwang 2-3 mm na mas malaki kaysa sa diameter ng baras, at ang kapal ay nakasalalay sa bilis ng paggalaw at kasalukuyang lakas. Ang thread roller ay isang tunay na makitid na hinang.
- Upang madagdagan ang lapad ng tahi, ang elektrod ay inilipat sa linya nito, na nagsasagawa ng mga oscillatory reciprocating na paggalaw. Ang lapad ng weld ay depende sa magnitude ng kanilang amplitude, kaya ang magnitude ng amplitude ay tinutukoy batay sa mga partikular na kondisyon.
Ang proseso ng hinang ay gumagamit ng kumbinasyon ng tatlong paggalaw na ito upang bumuo ng isang kumplikadong landas.
Matapos suriin ang video kung paano magwelding gamit ang electric welding at pag-aralan ang mga diagram ng naturang mga trajectory, maaari mong malaman kung alin sa mga ito ang maaaring gamitin para sa overlap o butt welding, na may vertical o ceiling arrangement ng mga bahagi, atbp.
Sa panahon ng operasyon, ang elektrod ay ganap na matutunaw maaga o huli. Sa kasong ito, ang hinang ay tumigil at ang baras sa may hawak ay pinalitan. Upang ipagpatuloy ang trabaho, ang slag ay natumba at ang isang arko ay nasusunog sa layo na 12 mm mula sa bunganga na nabuo sa dulo ng tahi. Pagkatapos ang dulo ng lumang tahi ay pinagsama sa isang bagong elektrod at nagpapatuloy ang trabaho.
Arc welding
Ang manual arc welding ay malawakang ginagamit sa lahat ng sektor ng pambansang ekonomiya at sa pang-araw-araw na buhay para sa pagsali sa mga elemento ng mga istrukturang metal. Ang mga natatanging katangian nito kumpara sa iba pang mga uri ng welded joints ay:
- Ang medyo mababang halaga ng welding machine at mga consumable, na kung saan ay ang mga electrodes.
- Pagkuha ng mataas na kalidad na mga welded joint ng mga karaniwang grado ng mga metal, kabilang ang mga hindi kinakalawang na haluang metal.
- Ang kakayahang magsagawa ng welding work sa maraming mahirap maabot na mga lugar - ito ay pinadali ng mababang timbang at kadalian ng pagkonekta ng kagamitan sa kuryente.

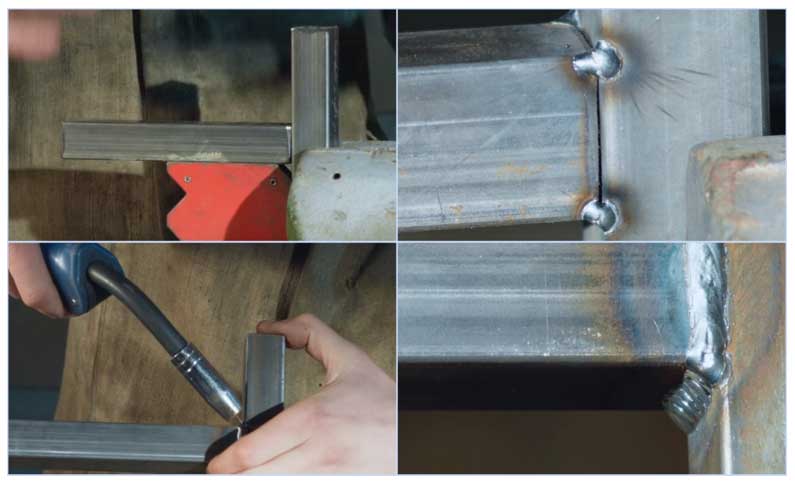
kanin. 7 Welding isang manipis na profile pipe - uri ng mga seams
Ang pagsasagawa ng trabaho gamit ang electric arc welding ay binubuo ng mga sumusunod na hakbang:
- Ang mga dulo ng mga tubo ay inihanda para sa hinang, para sa mga ito ay nililinis ng kalawang, pagkatapos kung saan ang mga blangko ay nakatakda sa kinakailangang distansya upang punan ang tahi na may metal mula sa tinunaw na elektrod, kadalasang ginagamit ang mga espesyal na aparato para dito.
- Ang welding machine ay naka-on, na nagtatakda ng kinakailangang kasalukuyang ayon sa built-in na tagapagpahiwatig, ang elektrod ay ipinasok sa may hawak na konektado sa welding machine, ang pangalawang dulo ay naayos sa pipe.
- Ang posisyon ng mga bahagi na welded na may kaugnayan sa bawat isa ay naayos sa pamamagitan ng spot welding (tacks), pagkatapos kung saan ang electric welding ay isinasagawa gamit ang proteksiyon na damit, isang maskara at guwantes ng welder.
- Sa pagtatapos ng trabaho, ang sukat ay natumba at ang tahi ay nililinis ng isang metal na brush.
Semi-awtomatikong metal inert gas welding (MIG)
Salamat sa mga modernong teknolohiya, naging posible na magwelding ng mga produkto ng profile sa pinakasimpleng paraan sa mga domestic na kondisyon, na hindi nangangailangan ng maraming karanasan at maraming taon ng pagsasanay bilang isang welder.
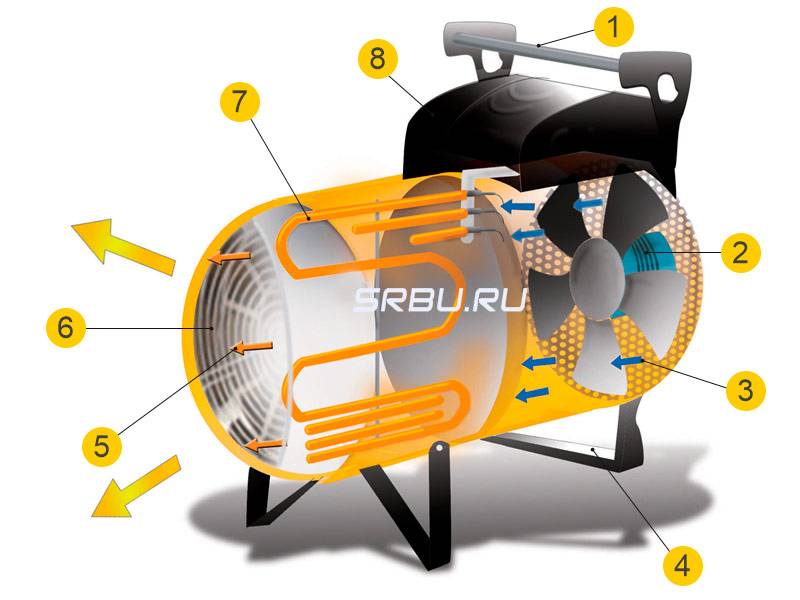
kanin. 8 Paano gumagana ang MIG
Ang semi-awtomatikong inert gas welding (MIG) ay isang ebolusyonaryong hakbang sa pagbuo ng conventional arc welding, kung ihahambing sa kung saan mayroon itong mga sumusunod na pakinabang:
- Sa halip na isang elektrod, ang isang espesyal na kawad na may diameter na 0.6 hanggang 1.2 mm ay awtomatikong pinapakain sa weld pool sa pamamagitan ng sulo, na nasugatan sa mga reel - ito ay nag-automate sa proseso at binabawasan ang oras para sa pagpapalit ng mga electrodes.
- Kasama ang kawad, isang inert gas (karaniwan ay isang halo ng carbon dioxide at argon) ay ibinibigay sa burner sa pamamagitan ng welding sleeve - pinipigilan nito ang pagbuo ng slag at pinapabuti ang kalidad ng weld.
Salamat sa teknolohiyang ito, ang semi-awtomatikong welding ay may mga sumusunod na pakinabang sa mga electric arc machine:
- Pinapayagan kang magwelding ng mga manipis na workpiece na may kapal na 0.5 mm.
- Nagluluto ng bakal, hindi kinakalawang na asero, cast iron, aluminum at non-ferrous na mga metal.
- Kapag nagsasagawa ng trabaho, walang slag at halos walang usok - hindi gaanong nakakapinsala sa kalusugan, nagpapabuti sa kalidad ng tahi kumpara sa mga pamamaraan ng electric arc.
Ang mga disadvantages ng MIG ay kinabibilangan ng bulkiness (isang napakalaking gas cylinder at isang wire supply system sa burner ay kinakailangan) at ang imposibilidad na magtrabaho sa malakas na hangin na humihip ng gas mula sa welding zone.
kanin. 9 Welding ng manipis na pader na profile pipe sa isang inert gas na kapaligiran
Mga kasangkapan at kagamitan
Ang pamamaraan ng manu-manong arc welding ay medyo simple at ginagawa gamit ang mga espesyal na kagamitan at electrodes. Kakailanganin mo rin ang mga pantulong na kasangkapan at kagamitang proteksiyon.





Mga uri ng kagamitan
May tatlong uri ng mga device na maaaring gamitin para sa do-it-yourself arc welding:
- mga transformer. Ang prinsipyo ng pagpapatakbo ng naturang mga aparato ay batay sa alternating current. Dapat pansinin na ang mga ito ay medyo mabigat, na may kakayahang magdulot ng mga biglaang pagbabago sa boltahe sa pangkalahatang de-koryenteng network at napakaingay. Mahirap gumawa ng pantay na tahi sa isang transpormer; ang mga bihasang welder lamang ang makakagawa nito. Ngunit kung ang mga baguhan na craftsmen ay sinanay sa arc welding gamit ang isang transpormer, kung gayon magiging mas madaling magtrabaho sa iba pang kagamitan;
- mga rectifier. Ang pagpapatakbo ng mga aparato ay ibinibigay ng semiconductor diodes. Ang mga yunit ng ganitong uri ay nagiging direktang kasalukuyang ang alternating current. Ang mga ito ay maraming nalalaman na mga aparato. Halos lahat ng mga electrodes ay angkop para sa kanila at ang welding ay maaaring isagawa sa iba't ibang mga metal. Kung ikukumpara sa isang transpormer, ang proseso ng hinang ay mas madali at ang katatagan ng arko ay pinananatili;
- mga inverters. Halos tahimik silang nagtatrabaho. Madaling gamitin dahil sa pagiging compact at awtomatikong setting ng system.Sa panahon ng operasyon, ang aparato ay gumagawa ng isang mataas na kapangyarihan na direktang kasalukuyang sa pamamagitan ng pag-convert ng alternating current.
Sa lahat ng mga aparato, ang mga inverter ay itinuturing na pinakamahusay. Lumilikha sila ng isang matatag na arko kahit na sa panahon ng mga surge ng kuryente at multifunctional.
Mga kasangkapan at kagamitan
Bago magwelding gamit ang electric arc welding, kailangan mo munang maghanda ng mga personal na kagamitan sa proteksiyon at mga tool:
- kagamitan para sa hinang at mga electrodes dito. Ang mga nag-aaral pa lamang ng mga kasanayan sa welding ay dapat maghanda ng higit pang mga electrodes;
- pantulong na kasangkapan. Ang pamamaraan ng arc welding ay nagsasangkot ng pag-alis ng slag na lumitaw sa panahon ng hinang, at para dito kailangan mo ng martilyo at isang brush para sa metal;
- proteksiyon na damit. Huwag simulan ang hinang nang walang espesyal na maskara, guwantes at proteksiyon na damit na gawa sa mga siksik na materyales. Ito ay hindi nagkakahalaga ng pagpapabaya sa gayong mga paraan, dahil ang kaligtasan ng tao ay nakasalalay sa kanila.
Kung nagtatrabaho ka sa aparato sa unang pagkakataon at nais mong matutunan kung paano maayos na magwelding sa pamamagitan ng manu-manong arc welding, inirerekumenda na paunang ihanda ang mga elemento ng metal sa pagsasanay.
Mga karaniwang pagkakamali ng rookie
Scheme ng arc welding.
Karaniwan para sa mga nagsisimulang welder na magkamali kaugnay ng kamangmangan sa mga pangunahing kaalaman tungkol sa paggamit ng mga kagamitan sa hinang. Halimbawa, ang mga nagsisimula ay maaaring hindi alam kung paano pumili ng tamang polarity para sa hinang na may isang inverter, na hahantong sa mahinang pagbuo ng koneksyon o kahit na burn-through ng bahagi.
Ang mga sumusunod na pangunahing pagkakamali ay maaaring makilala:
- pagpapabaya sa mga pag-iingat sa kaligtasan;
- maling pagpili ng welding machine;
- paggamit ng mababang kalidad o hindi handa na mga electrodes;
- magtrabaho nang walang pagsubok na tahi.
Para sa mga nagsisimula, ang isang tampok ay dapat tandaan nang hiwalay kung nagluluto ka ng Resant sa pamamagitan ng hinang. Ang kagamitang ito ay napakapopular, ngunit mayroon itong maiikling mga kable ng koneksyon, na maaaring hindi maginhawang gamitin.
Mga uri ng welding machine
Mayroong isang malaking bilang ng mga modelo ng mga welding machine ng iba't ibang uri sa merkado.
Sa lahat ng kanilang pagkakaiba-iba:
- mga transformer;
- mga rectifier;
- inverters;
- semi-awtomatikong;
- awtomatikong makina;
- plasma;
Sa isang home workshop, ang mga transformer ay kadalasang ginagamit dahil sa kanilang mura at mga inverter dahil sa kanilang pagiging simple at kadalian ng paggamit. Ang natitira ay nangangailangan ng alinman sa mga espesyal na kondisyon para sa trabaho, na makakamit lamang sa produksyon, o espesyal na pagsasanay at pangmatagalang pagkuha ng mga kasanayan.
transpormer
Ang aparato ng naturang mga aparato ay napaka-simple - ito ay isang malakas na step-down na transpormer, sa pangalawang paikot-ikot kung saan kasama ang isang gumaganang electrical circuit.

transpormador welding machine
Mga Bentahe ng Transformer:
- hindi mapagpanggap;
- survivability;
- pagiging simple;
- pagiging mura.
Bahid
- napakalaking timbang at sukat;
- mababang katatagan ng arko;
- gumana sa alternating current;
- nagiging sanhi ng mga pagtaas ng kuryente.
Ang ganitong apparatus ay nangangailangan ng kasanayan at malawak na karanasan mula sa welder. Para sa pagtuturo sa isang baguhan na welder kung paano magwelding ng maayos, hindi ito angkop.
mga inverters
Ang inverter apparatus ay may mas kumplikadong disenyo. Ang inverter unit ay paulit-ulit na nagko-convert ng input mains boltahe, na nagdadala ng mga parameter nito sa mga kinakailangan. Dahil sa pagbabago ng kasalukuyang high-frequency, ang mga sukat at bigat ng transpormer ay maraming beses na mas maliit.

inverter
Mga kalamangan ng inverter:
- mababang timbang at sukat;
- nagpapatatag ng boltahe at kasalukuyang sa circuit;
- karagdagang mga pag-andar ng anti-sticking at mainit na pagsisimula;
- ang kakayahang i-fine-tune ang kasalukuyang at arc na mga parameter;
- ay hindi nagiging sanhi ng mga pagtaas ng boltahe sa network ng supply.
Ang inverter ay mayroon ding mga disadvantages:
- mataas na presyo;
- mababang frost resistance.
Ang pag-aaral kung paano magluto ng maayos ay pinakamahusay na magsimula sa isang inverter. Ang katatagan ng mga parameter ng arko at karagdagang mga tampok na nagpapadali sa pagsisimula at pagpigil sa "pagdikit" ay magpapahintulot sa baguhan na tumuon sa tahi at mabilis na makabisado ang teknolohiya.



Teknolohiya ng electric welding
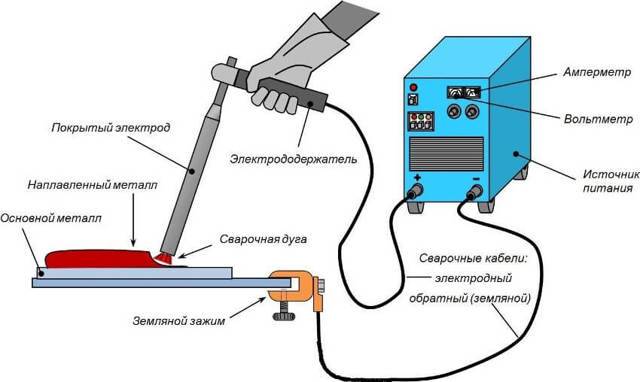
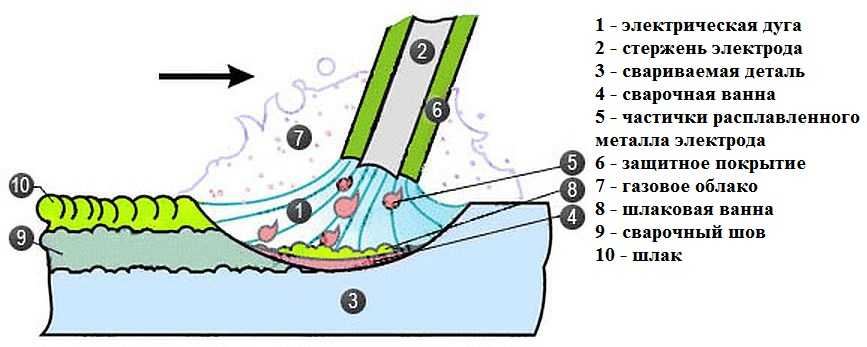
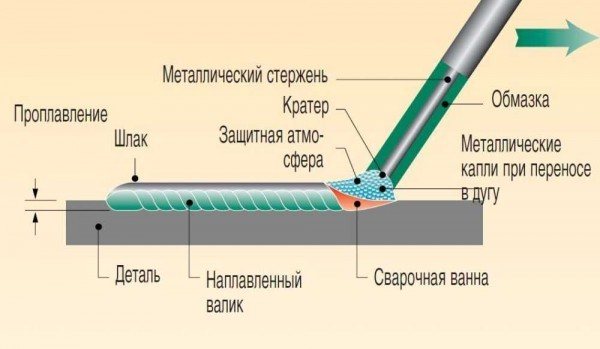
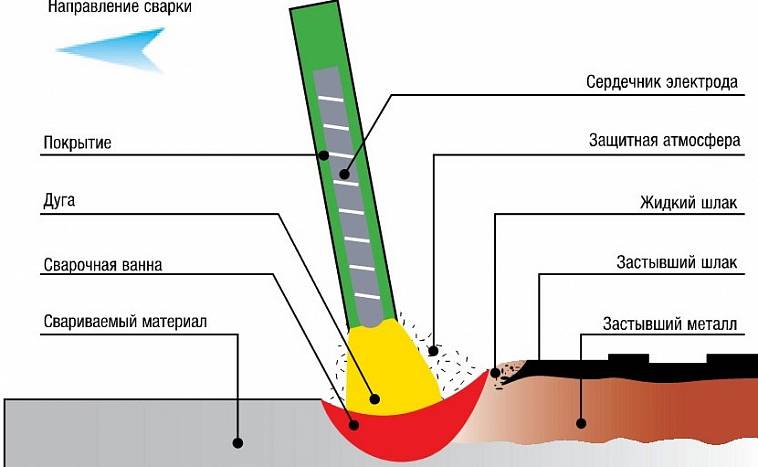
Ang electric welding ay isang proseso na nangyayari sa ilalim ng impluwensya ng mataas na temperatura, sa itaas ng pagkatunaw ng metal. Bilang resulta ng hinang, ang isang tinatawag na weld pool ay nabuo sa ibabaw ng metal, na puno ng isang tinunaw na elektrod, kaya bumubuo ng isang welding seam.
Samakatuwid, ang mga pangunahing kondisyon para sa pagpapatupad ng electric welding ay upang mag-apoy sa electrode arc, matunaw ang metal sa mga workpiece na welded at punan ang weld pool dito. Tila, sa lahat ng pagiging simple, napakahirap para sa isang hindi handang tao na gawin ito. Una, kailangan mong maunawaan kung gaano kabilis ang pagkasunog ng elektrod, at depende ito sa diameter at kasalukuyang lakas nito, at magagawang makilala ang slag sa panahon ng metal welding.
Bilang karagdagan, kinakailangan upang mapanatili ang isang pare-parehong bilis at ang tamang paggalaw ng elektrod sa panahon ng hinang (mula sa gilid hanggang gilid), upang ang hinang ay makinis at maaasahan, na makatiis ng mga rupture load.
Paano sindihan ang isang arko
Ang pagsisimula ng pagbuo ng electric welding ay dapat na may tamang pag-aapoy ng arko.Ang pagsasanay ay pinakamahusay na ginawa sa isang hindi kinakailangang piraso ng metal, ngunit hindi ito dapat kalawangin, dahil ito ay seryosong magpapalubha sa gawain at maaaring malito ang isang baguhan na manghihinang.
Mayroong dalawang simpleng paraan upang magsimula ng isang arko:
- Sa pamamagitan ng mabilis na pagpindot sa elektrod sa ibabaw ng workpiece at pagkatapos ay hilahin ito hanggang sa layo na 2-3 mm. Kung iangat mo ang elektrod mula sa metal sa itaas, ang arko ay maaaring mawala o maging masyadong hindi matatag;
- Hinahampas ang elektrod sa ibabaw ng workpiece para i-welded, na parang nagsisindi ka ng posporo. Kinakailangan na hawakan ang metal gamit ang dulo ng elektrod, at iguhit ito ng 2-3 cm sa ibabaw (patungo sa welding site) hanggang sa mag-apoy ang arko.
Ang pangalawang paraan ng arc ignition ay pinakaangkop para sa mga nagsisimula na electric welders, dahil ito ang pinakasimpleng. Gayundin, ang panandaliang gabay sa metal ay nagpapainit sa elektrod, at pagkatapos ay nagiging mas madali itong lutuin.
Pagkatapos ng pag-aapoy ng arko, dapat itong panatilihing malapit hangga't maaari sa ibabaw ng workpiece, sa layo na hindi hihigit sa 0.5 cm. Bilang karagdagan, ang distansya na ito ay dapat panatilihing halos pareho sa lahat ng oras, kung hindi man ang weld ay maging pangit at hindi pantay.
Bilis ng welding
Ang bilis ng elektrod ay depende sa kapal ng metal na hinangin. Alinsunod dito, mas payat ito, mas mabilis ang bilis ng hinang, at kabaliktaran. Ang karanasan sa ito ay darating sa oras, kapag natutunan mo kung paano sindihan ang isang arko at nagsimulang magluto ng higit pa o mas kaunti. Ang mga larawan sa ibaba ay nagpapakita ng mga halimbawa ng paglalarawan kung saan maaari mong maunawaan kung gaano kabilis ang pag-welding.
Kung dahan-dahan, ang welding seam ay lumalabas na makapal, at ang mga gilid nito ay malakas na natunaw.Kung, sa kabaligtaran, ang elektrod ay hinihimok ng masyadong mabilis, kung gayon ang tahi ay mahina at manipis, pati na rin ang hindi pantay. Sa tamang bilis ng hinang, ganap na pinupuno ng metal ang weld pool.
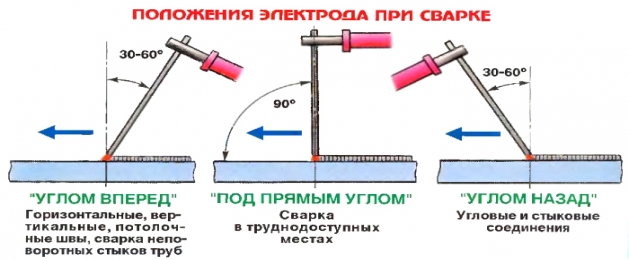
Bilang karagdagan, kapag nagsasanay ng hinang, kailangan mong subaybayan ang tamang anggulo ng elektrod na may kaugnayan sa ibabaw ng metal. Ang anggulo ay dapat na humigit-kumulang 70 degrees at maaaring baguhin kung kinakailangan. Sa panahon ng pagbuo ng weld, ang paggalaw ng elektrod ay maaaring maging longitudinal, translational at oscillatory, mula sa gilid hanggang sa gilid.
Ang bawat isa sa mga nangungunang pamamaraan ng elektrod na ito ay nagpapahintulot sa iyo na makamit ang nais na tahi, bawasan o dagdagan ang lapad nito, at baguhin din ang ilang iba pang mga parameter.