- Paano magluto ng pasta sa kalan?
- Paghahanda sa lugar ng trabaho
- Ano ang electric welding, at bakit kailangan ito sa bahay?
- 1) Manu-manong arc welding
- 2) Semi-awtomatikong sa kapaligiran ng gas
- 3) Awtomatikong lubog na arc welding
- Tungkol sa mga pamamaraan para sa pagbuo ng isang tahi
- Overlap seam
- Pinagtahian ng kisame
- Tee seam (na may one-sided cutting)
- Welding seam na may suporta sa elektrod
- Ano ang electric welding?
- Ang disenyo ng inverter para sa hinang
- Paano pumili ng tamang pasta?
- Impluwensya ng electrode feed rate
- Pagkonekta ng mga tubo gamit ang electric welding
- Metal electrofusion fitting
- Electric Fitting Polyethylene
- Pagkabit at electropollination
- Paano maghanda ng electric pipe welding
- Teknikal na kagamitan ng isang welder sa bahay
- Electric Welding Technology
Paano magluto ng pasta sa kalan?
Sinasabi ng mga Italyano na ang paghahanda ng produktong ito ay madali, ngunit ang paggawa nito ng tama ay mas mahirap. Gustung-gusto ng mga mahilig sa lutong pasta na lutuin ang "al dente", na isinasalin mula sa Italyano bilang "sa ngipin".
Isaalang-alang kung paano magluto ng masarap na pasta sa kalan gamit ang halimbawa ng maliliit na produkto - mga shell, spiral, sungay, busog.
Mangangailangan ito ng mga sumusunod na sangkap:
- Tubig - 1 l;
- Ang pangunahing bahagi ay 100 g;
- Asin - 10-11 g.
Napakahalaga na isaalang-alang ang mga proporsyon, kung hindi man ang pangunahing sangkap ay kulang sa espasyo, at samakatuwid ito ay magiging masyadong malagkit, at ang oras ng pagluluto ay tataas. Ang isa pang punto na dapat isaalang-alang pagdating sa kung paano lutuin nang maayos ang pasta ay ang pagpili ng palayok.
Ito ay kanais-nais na ito ay may makapal at mataas na pader. Pipigilan nito ang tubig na maabot ang mga gilid.
Paano magluto ng pasta sa kalan?
Ang proseso ng pagluluto ay ganito:
- Maglagay ng lalagyan ng tubig sa kalan, gawin ang maximum na apoy, asin ang tubig na ibinuhos dito kapag kumukulo ang huli;
- Ilagay ang pangunahing sangkap dito;
- Pagkaraan ng ilang oras, ang likido ay magsisimulang kumulo muli, pagkatapos nito kailangan mong bawasan ang gas. Bago ito mangyari, pukawin palagi ang produkto upang hindi ito magkadikit dahil sa almirol na inilabas mula dito. Kung hindi ito nagawa, ang pasta, na sinasabi ng artikulong ito kung paano lutuin, ay magiging isang bukol. Bilang karagdagan, mananatili sila sa ilalim at mga dingding ng kawali;
- Kung interesado ka sa kung paano magluto ng bow pasta, halimbawa, o isa pang uri ng medium-sized na produkto (spiral, sungay, shell), kailangan mong malaman kung gaano katagal ito. Ang tagal ng pagluluto ay mga 5 minuto. Kung nagluluto ka ng maliliit na produkto - halimbawa, manipis, maliliit na pansit, ang oras ng pagluluto pagkatapos kumulo ang tubig ay 3-4 minuto;
- Maaari mong suriin ang mga ito para sa pagiging handa sa pamamagitan ng pagpiga sa kanila, at kung sila ay maging nababanat, maaari mong patayin ang kalan;
- Agad na ilagay ang ulam sa isang colander upang ganap na maubos ang likido;
- I-on ang malamig na tubig nang buong lakas upang banlawan ang pagkain, na ginagawa itong mas madurog.
Kapag handa na ang pasta tulad ng bows (o maliliit, katamtamang laki ng mga produkto), maaari silang ihain bilang side dish na may anumang additives - karne, isda, gulay, atbp. Mas gusto din ng ilang maybahay na iprito ang mga ito bago ihain gamit ang mantikilya upang mapahusay ang panlasa. Maaari kang magdagdag ng isang piraso ng sangkap na ito sa isang mainit na ulam nang walang pagprito, ngunit huwag pukawin, ngunit iling ang saradong kawali upang ito ay pantay na ibinahagi sa ibabaw ng ulam.
Ang hiwalay na kasanayan ay nararapat sa proseso kung paano lutuin ang nest pasta upang hindi ito masira. Para dito kakailanganin mo ang mga sumusunod na sangkap:
- Ang pangunahing bahagi - 6-8 piraso;
- Tubig - 2 l;
- Langis ng oliba - 1-2 tsp.
Ang produkto ay inihanda tulad ng sumusunod:
- Pakuluan ang tamang dami ng tubig sa isang kasirola;
- Sa isang hiwalay na lalagyan (maaari kang gumamit ng isang malawak na ilalim na kawali), ilagay ang pangunahing sangkap upang ang pasta na hugis pugad ay malayang matatagpuan dito;
- Punan ang mga ito ng tubig na kumukulo, asin;
- Dalhin ang ulam sa isang pigsa, magluto ng 4-5 minuto;
- Gamit ang isang slotted na kutsara, alisin ito sa pamamagitan ng paglilipat nito sa isang plato;
- Kung ninanais, maaari kang magdagdag ng mga pampalasa sa tapos na ulam sa panlasa;
- Inihahain ito bilang isang regular na side dish - kasama ang pagdaragdag ng karne, isda, gulay, keso, sausage, atbp.
Ang pamamaraan para sa kung paano pakuluan ang nest pasta ay nagpapahiwatig na dapat nilang panatilihin ang kanilang hugis. Una, ito ay pinadali ng katotohanan na sa una ay ibinuhos sila ng tubig na kumukulo, na nagbibigay-daan sa iyo upang ayusin ang hugis. Pangalawa, ang pangunahing sangkap ay tinanggal sa pamamagitan ng isang skimmer, salamat sa kung saan maaari silang ilipat sa isang plato sa anyo kung saan sila niluto.
Panoorin ang video na ito sa YouTube
Paghahanda sa lugar ng trabaho
Paano matutong magluto gamit ang kuryente sa maikling panahon? Hindi mo ito magagawa sa isang araw, ngunit sa pamamagitan ng paglalapat ng mga tip mula sa iba't ibang mga video at paghahanda ng lahat ng kailangan mo sa lugar ng trabaho, maaari mong mabilis na magsimulang magsanay.
Upang matutunan kung paano magluto gamit ang isang welding inverter, kailangan mo ng isang plato upang mag-apoy ang elektrod. Hindi laging posible na ilakip ang masa sa produkto, kaya kinakailangan ang isang maliit na metal na mesa o base
Ang welder ay dapat magkaroon ng martilyo sa kamay upang itama ang pag-aayos ng mga bahagi ng metal, isang slag separator, at isang paraan upang patayin ang apoy (buhangin o isang pamatay ng apoy).
Ang welding metal na may inverter ay mahalaga, na mahusay na protektado mula sa mga nakakapinsalang impluwensya. Anuman ang lugar ng trabaho (tahanan o mga kondisyon ng produksyon), ang bawat welder ay dapat magkaroon ng:
- isang proteksiyon na maskara na may isang ilaw na filter na naaayon sa pag-iilaw sa lugar ng trabaho (sa filter No. 5 ito ay mahirap makita sa loob ng bahay, sa No. 3 ito ay magiging napakabulag sa mga mata sa kalye);
- canvas mittens upang maprotektahan laban sa init at splashes;
- makapal, hindi nasusunog na damit na hindi nakasuksok sa sinturon;
- bota;
- headgear upang maprotektahan laban sa lumilipad na mga patak ng slag.
Ano ang electric welding, at bakit kailangan ito sa bahay?
Upang maunawaan ang termino, kakailanganin mong hawakan ang kurso sa pisika ng paaralan at maunawaan ang mga kasamang proseso kapag hinang ang mga bahagi. Ang kaalaman na nakuha ay makakatulong sa welder na gumawa ng mas mahusay na mga tahi, dahil ang pag-unawa sa mga pangunahing kaalaman ng electric welding ay ginagawang posible na magtrabaho nang may kamalayan, at hindi umaasa sa mga pattern na aksyon ng iba pang mga espesyalista.





Electric welding (arc welding) - pagkuha ng mga joints ng isang hindi mapaghihiwalay na uri dahil sa crystallization ng filler at base na materyales.

Sa panahon ng proseso ng pagbuo ng tahi, ang isang pansamantalang pagtunaw ng base at ang elektrod ay nangyayari, dahil kung saan ang isang weld pool ay nabuo. Matapos lumamig ang ibabaw, ang mga materyales ay konektado sa antas ng molekular (natunaw), na nagkikristal sa isang tahi, na hindi mas mababa sa lakas sa iba pang mga lugar ng pangunahing ibabaw.
| Mga kalamangan ng electric welding | Mga disadvantages ng electric welding |
|---|---|
| Ang pagiging simple ng istruktura. | Pinsala ng electromagnetic radiation at liwanag. |
| Versatility ng application anuman ang spatial na posisyon - patayo, pahalang, sa isang anggulo ng 45 degrees at iba pa. | Ang kahusayan ay batay sa kakayahan ng welder. Sa kawalan ng ganoon, ang resulta ay magiging kalunos-lunos. |
| Ang isang malaking bilang ng mga metal na maaaring pagsamahin gamit ang electric arc welding. | Mula sa master kailangan mo ng mga pangunahing kasanayan sa paggamit ng unit + mula sa 30 oras ng praktikal na karanasan sa mga simpleng kondisyon. |
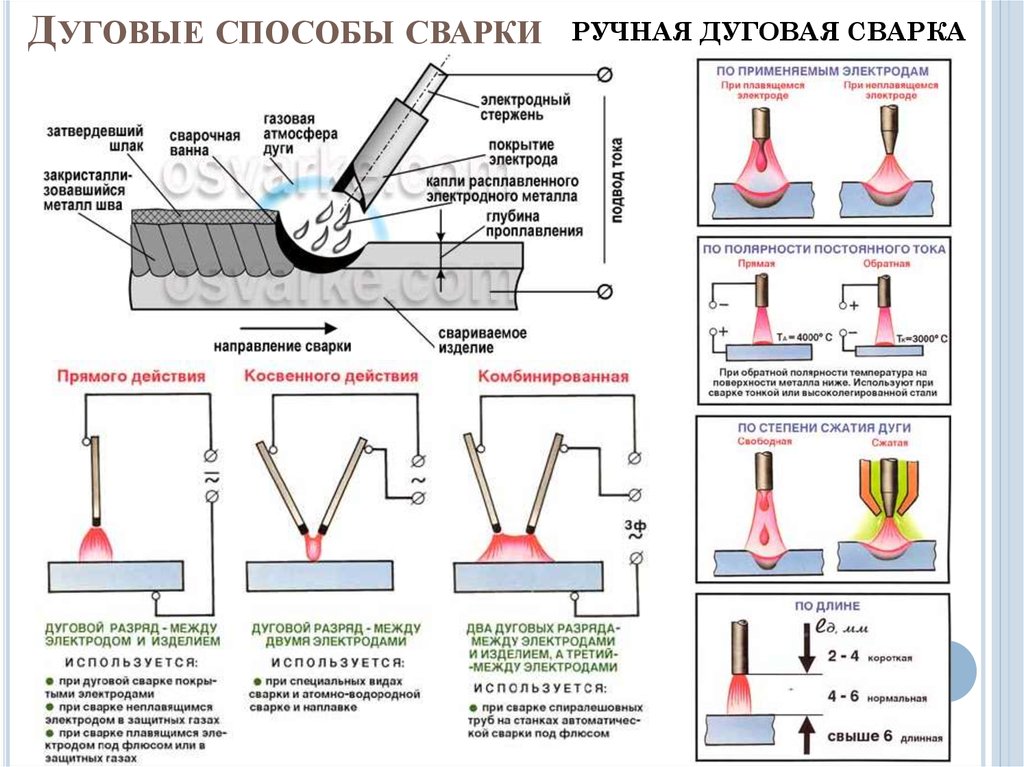
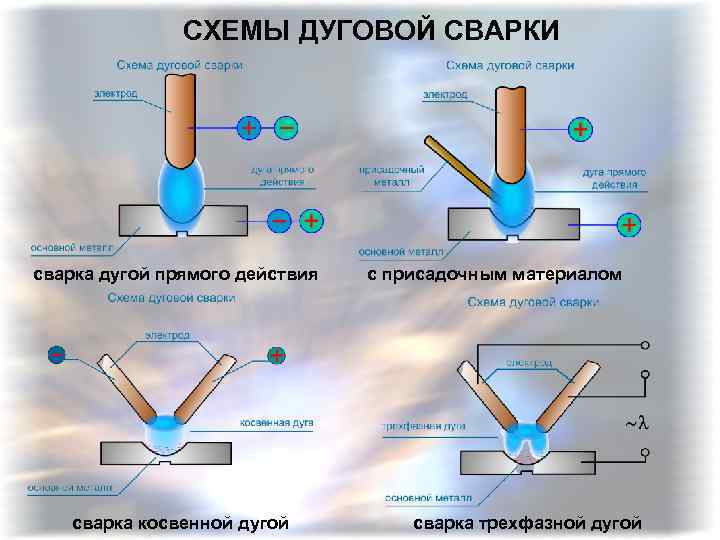
Ang pag-uuri ng electric welding ay ginawa batay sa maraming pamantayan - ang antas ng mekanisasyon ng proseso ng hinang, ang uri ng kasalukuyang + polarity nito, ang arko, ang mga katangian ng elektrod, ang paraan ng pagprotekta sa zone, at iba pa . Tingnan natin ang klasikong pamamahagi - manu-manong arc, semi-awtomatikong arko at awtomatikong arc na mga uri ng hinang.
1) Manu-manong arc welding
Ang pinakamahirap na opsyon na gamitin para sa isang walang karanasan na welder, dahil ang karamihan sa trabaho ay kailangang gawin ng sariling mga kamay. Ang regulasyon ng teknolohiya sa iba pang mga punto ay isinasagawa sa pamamagitan ng GOST 5264-80.Ang uri ng koneksyon, ang hugis ng mga gilid, ang likas na katangian ng tahi, ang cross section at ang kapal ng mga elemento na welded ay isinasaalang-alang.
Ang mga disadvantages ng manual welding ay ang negatibong epekto sa katawan ng tao ng pagkabulok / magaan na mga produkto at ang medyo mababang kahusayan ng trabaho sa isang malaking sukat. Ang isang mababang-skilled na espesyalista ay hindi makakahawak ng isang arko na may mataas na kalidad kapag nagtatrabaho sa manu-manong arc welding, samakatuwid, ang paraan ng pagtahi ay tiyak na hindi para sa mga nagsisimula.
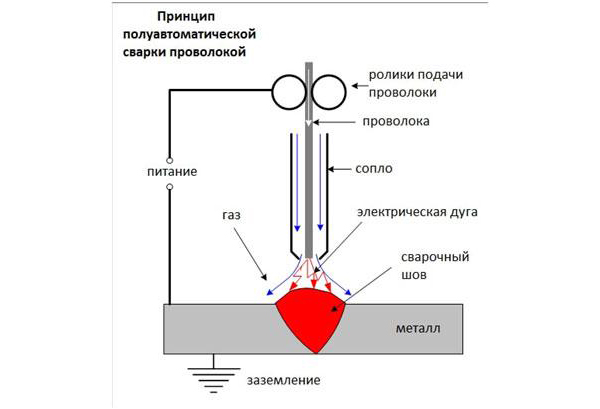
2) Semi-awtomatikong sa kapaligiran ng gas
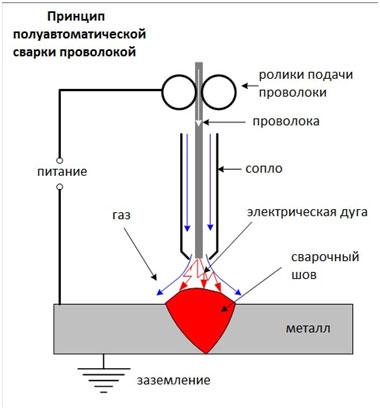
Ang mga natatanging tampok ng paraan ng koneksyon 2 ay ang paggamit ng isang movable consumable electrode + ang pagkakaroon ng protective gas. Ang pangalawa ay nagsisilbing hadlang sa pagitan ng panlabas na kapaligiran at ng electric arc.
Ang proteksiyon na gas ay argon, carbon dioxide, helium, o ang kanilang mga kumbinasyon sa ilang partikular na sukat. Ang semi-awtomatikong teknolohiya ng welding ay nangyayari sa pamamagitan ng pagpasa ng wire sa pamamagitan ng isang gas nozzle, dahil sa kung saan ito ay natutunaw. Ang haba ng arko ay awtomatikong kinokontrol, habang ang direksyon ng paggalaw + bilis ay nananatili sa ilalim ng kontrol ng welder. Ang paraan ng trabaho ay maaaring isagawa nang walang gas shell - isang espesyal na self-shielding wire ay ginagamit interspersed na may silikon, mangganeso at iba pang mga elemento ng metal na may deoxidizing properties.
3) Awtomatikong lubog na arc welding
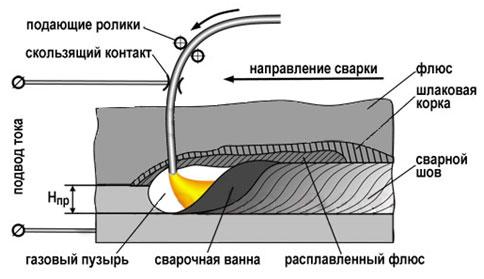
Isang paraan na may tumaas na produktibidad at kaunting pagkawala ng elektrod. Ang welder ay hindi maaaring matakot sa mga splashes, at ang lugar ng hinang ay ligtas hangga't maaari sa mga tuntunin ng pagbuo ng mga oxide at iba pang nakakapinsalang impurities para sa tahi.
Algorithm ng proseso ng hinang:
- Wire feed sa pamamagitan ng mga espesyal na roller.
- Sa pamamagitan ng isang sliding type contact, isang electric current ang inilalapat sa wire.
- Ang paggalaw ng elektrod kasama ang pagmamarka para sa tahi ay nagsisimula.
- Ang isang flux ay ibinuhos mula sa bunker ng yunit, dahil sa pagsingaw kung saan nabuo ang isang ulap ng gas na nagpoprotekta sa electric arc mula sa impluwensya ng panlabas na kapaligiran.
- Pagbuo ng tahi.
- Pag-alis ng slag.
- Kolektahin ang labis na pagkilos ng bagay para magamit muli.
Ang kagamitan para sa trabaho ay hindi nangangailangan ng operator na gumamit ng espesyal na proteksyon sa mata. Dahil sa pag-aautomat ng proseso, ang subjective na impluwensya ng welder ay pinaliit, at samakatuwid, ang panganib ng pagkagulo nang husto ay may posibilidad na bumaba.
Tungkol sa mga pamamaraan para sa pagbuo ng isang tahi
Bago mo matutunan kung paano magluto sa pamamagitan ng electric welding sa iyong sarili, dapat mong master ang iba't ibang mga diskarte sa welding para sa pagkonekta ng mga bahagi ng metal. Ang wastong pagpapanatili at paggalaw ng electric arc ay ang susi sa isang kalidad na tahi. Kung ang arko ay masyadong mahaba, kung gayon ang metal ay mag-oxidize at magiging puspos ng nitrogen, mag-spray ng mga patak, at bubuo ng isang buhaghag na istraktura.
Overlap seam
Ang welding arc ay gumagalaw pasulong kasama ang axis ng elektrod. Kaya, ang nais na haba ng arko ay pinananatili, na apektado ng rate ng pagkatunaw ng elektrod. Ang haba ng elektrod ay unti-unting bumababa, tulad ng pagtaas ng distansya sa pagitan nito at ng weld pool. Upang maiwasan ito, ang elektrod ay dapat na ilipat sa kahabaan ng axis, na obserbahan ang synchronism ng pagpapaikli at paggalaw nito sa direksyon ng weld pool.
Pinagtahian ng kisame
Ang diameter ng elektrod ay nakasalalay sa kapal ng welded setal
Ang isa pang uri ng roller ay tinatawag na thread. Ang nasabing butil ay nabuo sa proseso ng paglipat ng elektrod kasama ang axis ng hinang na hinangin. Tulad ng para sa kapal ng roller, depende ito sa diameter ng elektrod at ang bilis kung saan ito gumagalaw.







Tungkol sa lapad ng roller, maaari nating sabihin na ito ay karaniwang 2-3 mm ay lumampas sa diameter ng elektrod. Nagreresulta ito sa isang medyo makitid na weld seam. Ang lakas nito ay hindi sapat na mataas upang lumikha ng isang malakas na istraktura. Paano ito ayusin? Ito ay sapat na kapag ang elektrod ay gumagalaw sa kahabaan ng axis ng weld upang gumawa ng karagdagang paggalaw nito - sa buong axis.
Tee seam (na may one-sided cutting)
Ang transverse displacement ng elektrod sa panahon ng operasyon ay ginagawang posible upang makakuha ng sapat na lapad ng tahi. Ginagawa ito sa pamamagitan ng reciprocating oscillations ng elektrod, ang lapad nito ay tinutukoy nang paisa-isa para sa bawat partikular na kaso. Narito ito ay kinakailangan upang isaalang-alang ang posisyon ng tahi, laki nito, ang hugis ng uka, ang mga katangian ng mga materyales, pati na rin ang listahan ng mga kinakailangan na iniharap sa disenyo. Nakaugalian na isaalang-alang ang normal na lapad ng tahi mula 1.5 hanggang 5.0 electrode diameters.
Welding seam na may suporta sa elektrod
Ito ay nabuo na may medyo kumplikado, triple na paggalaw ng elektrod. Umiiral sa ilang mga pagkakaiba-iba. Ang trajectory ng paggalaw sa classical arc welding ay dapat na tulad na ang mga gilid ng mga bahagi na pinagsama ay natunaw, at sa parehong oras sapat na tinunaw na metal ay dapat mabuo upang bumuo ng isang weld ng isang naibigay na hugis.
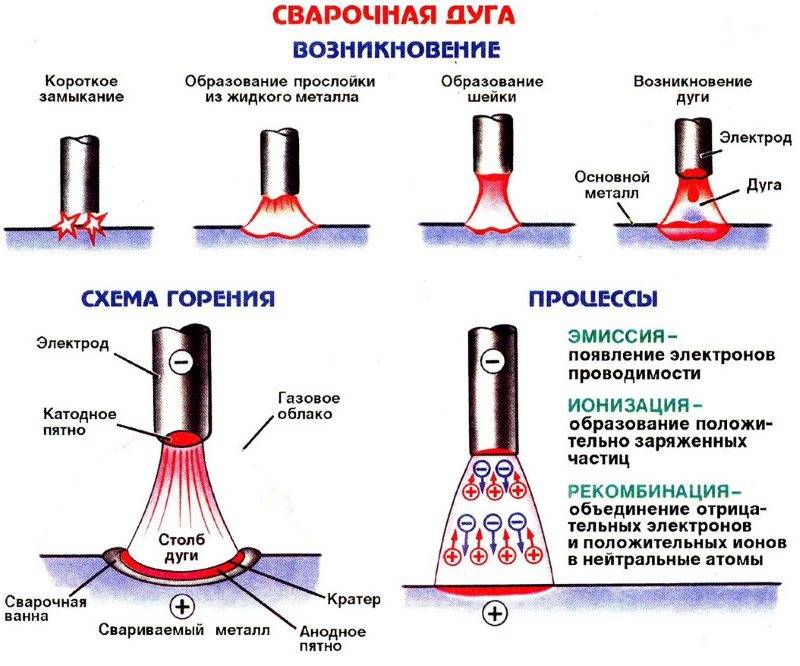
Ano ang electric welding?
Ang electric ay isa sa mga pamamaraan ng welding, kapag ang isang electric arc ay ginagamit upang magpainit at pagkatapos ay matunaw ang mga metal. Ang temperatura ng huli ay umabot sa 7000°C, na mas mataas kaysa sa natutunaw na punto ng karamihan sa mga metal.
Ang proseso ng electric welding ay nagpapatuloy tulad ng sumusunod. Upang bumuo at mapanatili ang isang electric arc, ang kasalukuyang ay ibinibigay mula sa welding tool sa elektrod.
Sa panahon ng proseso ng hinang, ang base metal at ang metal na core ng elektrod ay natunaw at pinaghalo, na bumubuo ng isang malakas at hindi mapaghihiwalay na tahi (+)
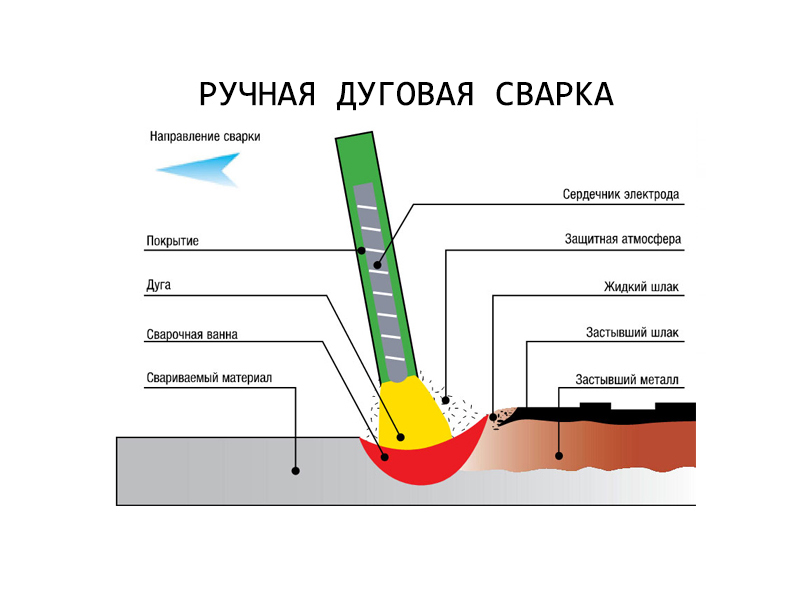
Kapag hinawakan ng electrode rod ang ibabaw na i-welded, dumadaloy ang welding current. Sa ilalim ng impluwensya nito at sa impluwensya ng isang electric arc, ang elektrod at ang mga gilid ng metal ng mga elemento na welded ay nagsisimulang matunaw. Mula sa matunaw, tulad ng sinasabi ng mga welder, isang weld pool ay nabuo, kung saan ang tinunaw na elektrod ay halo-halong may base metal.
Ang molten slag ay lumulutang sa ibabaw ng paliguan at bumubuo ng isang proteksiyon na pelikula. Matapos patayin ang arko, ang metal ay unti-unting lumalamig, na bumubuo ng isang tahi na natatakpan ng sukat. Matapos ang materyal ay ganap na lumamig, ito ay nililinis.
Maaaring gamitin ang non-consumable at consumable electrodes para sa welding. Sa unang kaso, ang isang filler wire ay ipinakilala sa matunaw upang bumuo ng isang weld, sa pangalawang ito ay hindi kinakailangan. Para sa pagbuo at kasunod na pagpapanatili ng isang electric arc, ginagamit ang mga espesyal na kagamitan.
Ang mga kasanayan sa larangan ng isang welder sa isang domestic na kapaligiran ay kinakailangan upang maisagawa ang isang malawak na hanay ng trabaho:
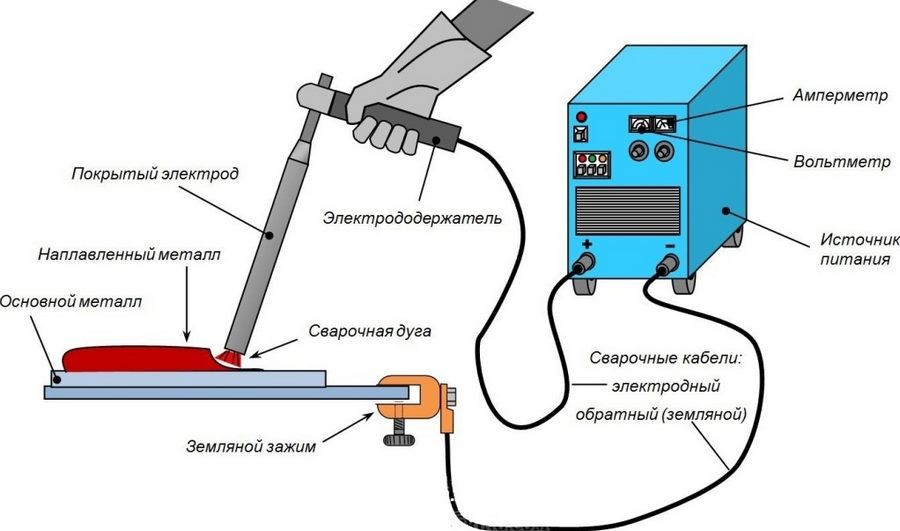
Ang disenyo ng inverter para sa hinang
Upang maunawaan kung paano maayos na gamitin ang welding machine, ang baguhan na master ay dapat maging pamilyar sa disenyo ng inverter.
Ang welding inverter ay isang metal box na may panloob na bahagi, na may kabuuang timbang na mga 7 kg, na nilagyan ng hawakan at isang strap ng balikat para sa madaling pagdala. Ang pabahay ng welding inverter ay maaaring maglaman ng mga butas sa bentilasyon na nag-aambag sa isang mas mahusay na pag-agos ng hangin kapag ang yunit ay pinalamig.Ang front panel ay may mga pindutan para sa paglipat ng estado ng pagtatrabaho, mga knobs para sa pagpili ng kinakailangang boltahe at kasalukuyang, mga output para sa pagkonekta ng mga gumaganang cable, pati na rin ang mga tagapagpahiwatig na nagpapahiwatig ng pagkakaroon ng kapangyarihan at overheating ng inverter sa panahon ng hinang. Ang cable para sa pagkonekta sa makina sa mains ay karaniwang konektado sa connector na matatagpuan sa likod ng inverter.

Ang disenyo ng welding inverter
Kapag ang elektrod ay nakikipag-ugnay sa mga metal plate na hinangin sa panahon ng hinang, ang isang mataas na temperatura na arko ay nabuo, bilang isang resulta kung saan ang parehong mga elemento ng welded rod at ang metal ng welded joint ay natutunaw. Ang pool na nabuo sa lugar ng arc ng mga tinunaw na metal ng mga plato at ang elektrod ay protektado mula sa oksihenasyon ng isang tunaw na patong ng elektrod. Matapos ang metal ay ganap na pinalamig, ang itaas na ibabaw ng weld, na protektado ng electrode coating sa panahon ng hinang, ay magiging isang tumigas na slag, na madaling maalis sa pamamagitan ng magaan na mekanikal na pagkilos (halimbawa, sa pamamagitan ng pag-tap)
Mahalagang obserbahan ang parehong distansya-gap sa pagitan ng metal ng welded joint at ng electrode (haba ng arc), na maiiwasan ang pagkalipol nito. Upang gawin ito, ang elektrod ay dapat na fed sa fusion area sa isang pare-pareho ang bilis, at ang weld rod ay dapat na guided kasama ang weld joint nang pantay-pantay.
welding arc
Paano pumili ng tamang pasta?
Paano pumili ng tamang pasta?
Karamihan sa mga sumusunod sa wastong nutrisyon ay tumanggi sa pagkain na ito, isinasaalang-alang ito na hindi malusog at hindi malusog. Ngunit ang tamang produkto ay maaaring makinabang sa katawan, at samakatuwid, kapag binili ito, dapat mong isaalang-alang ang mga sumusunod na rekomendasyon:
Kasama sa komposisyon ng mga de-kalidad na produkto ang dalawang bahagi - harina at tubig. Ang lasa, mga benepisyo at pinsala, ang kanilang nutritional at enerhiya na halaga ay higit na nakasalalay sa kalidad ng mga pangunahing sangkap. Maaari rin silang maglaman ng mga natural na tina - spinach juice, karot juice, cuttlefish tinta, pampalasa, ang pagkakaroon nito ay dapat ipahiwatig sa pakete;
Ang uri ng harina kung saan ginawa ang produkto ay nararapat na espesyal na pansin. Dapat itong nabibilang sa mga uri ng durum na trigo, dahil ito ang pagpipiliang ito na hindi naglalaman ng mga taba sa komposisyon nito, ito ay perpektong hinihigop ng katawan.




Kung ang pangunahing sangkap ng malambot na mga varieties ay ginagamit upang gumawa ng pasta, maglalaman sila ng maraming almirol, na kung kaya't sila ay nagiging napakataas na calorie, at ito ang dahilan para sa pagkakaroon ng labis na timbang;
Upang matiyak na ang isang de-kalidad na durum base stock ay ginagamit, bigyang-pansin ang hitsura ng produkto. Ang ibabaw nito ay dapat na makinis, ang kulay ay dapat na amber, dilaw na may ginintuang kulay.
Ito ay may makinis na mga gilid, at may maliliit na batik sa mga produkto. Dapat ay walang mga labi sa pakete. Kung ang mga ito ay ginawa mula sa malambot na harina, ang kanilang kulay ay magiging magaan o magkakaroon sila ng maputla, hindi likas na kulay, hindi pantay na mga gilid, isang magaspang na ibabaw, magaan na maliliit na spot, posible na may mga fragment, mumo sa pakete;
Ang protina ay isang mahalagang bahagi ng mga produkto ng harina. Kung ang mga ito ay may mataas na kalidad, na ginawa mula sa durum na trigo, naglalaman ang mga ito ng mga 12-15 g / 100 g. Ang isang tagapagpahiwatig ng mababang kalidad ng produkto ay isang protina na nilalaman ng maximum na 10 g / 100 g;
Bigyang-pansin ang gastos - ang magandang pasta ay mas mahal, na tumutukoy sa premium na klase;
Ang pasta tulad ng spaghetti ay nasubok sa ibang paraan - pag-aralan kung paano sila masira, ngunit magagawa mo ito bago mismo ang proseso ng pagluluto. Kung ang mga ito ay may mataas na kalidad, pagkatapos ay yumuko sila nang maayos, ngunit sila ay malakas, kaya't hindi madaling masira ang mga ito, na hindi masasabi tungkol sa mga produkto na ginawa mula sa malambot na mga grado ng mga hilaw na materyales;
Ang isang kalidad na produkto pagkatapos ng pagluluto ay nagpapanatili ng hugis nito, madilaw-gintong kulay, kahit na iniwan sa tubig sa loob ng mahabang panahon;
Ang magandang pasta ay nailalarawan sa pamamagitan ng katotohanan na ito ay kumukulo nang kaunti, at samakatuwid ay hindi magkadikit.
Panoorin ang video na ito sa YouTube
Impluwensya ng electrode feed rate
Rate ng feed electrodes para sa hinang dapat magbigay ng kinakailangang halaga ng ibinibigay na tinunaw na materyal. Ang hindi sapat na halaga nito ay maaaring humantong sa undercutting. Ang kadahilanan na ito ay napakahalaga sa parehong direktang at reverse polarity welding.
Sa panahon ng arc welding, dahil sa mabilis na paggalaw ng baras sa kahabaan ng joint, ang arc power ay maaaring hindi sapat upang mapainit ang metal. Bilang isang resulta, ang isang mababaw na tahi ay nabuo, na nakahiga sa ibabaw ng metal. Ang mga gilid ay nananatiling hindi natapos.
Ang mabagal na pagsulong ng elektrod ay humahantong sa sobrang pag-init. Sa kasong ito, posibleng sunugin ang ibabaw at i-deform ang manipis na metal.
Ang mga modernong welding machine ay may malawak na hanay ng iba't ibang mga function at kakayahan. Gayunpaman, sa ngayon, sa ngayon, karamihan sa kalidad ng gawaing ginawa ay tiyak na tinutukoy ng kakayahan ng isang tao.
Pagkonekta ng mga tubo gamit ang electric welding
Metal electrofusion fitting
Ang mga electrofusion fitting ay mga device na tumutulong sa pagkonekta ng dalawang bahagi ng workpieces.Mayroong dalawang mga format: sinulid at welded. Threaded Fitting Ends - Sinulid sa loob at labas ng fitting. At din ang angkop ay may chamfer, na nagpapadali sa pagpapatupad ng electric weld.
Marami sa mga device na ito ay nakakabit sa bahagi gamit ang dalawang elemento: isang tuhod at isang puwit. Sa unang variant, ang diameter ay mas malaki kaysa sa pangalawa, at ang pangalawa, bilang panuntunan, ay tumutugma sa bahagi na welded.
Electric Fitting Polyethylene
Ang mga bahaging ito ay nagbibigay-daan sa iyo upang madagdagan ang electrofusion ng mga konektadong bahagi. Kadalasan, ginagamit ang polyethylene auxiliary fitting para sa mga polyethylene water pipe, na idinisenyo para sa mga low pressure system.
 Ang mga kabit ng HDPE ay inilalagay sa mga tubo na may puwitan o magkakapatong. Ang mga elemento ay hawak ng isang espesyal na may hawak. Ang koneksyon at tubo ay naka-install, pagkatapos ay pinainit sa pamamagitan ng pagpasok sa fitting.
Ang mga kabit ng HDPE ay inilalagay sa mga tubo na may puwitan o magkakapatong. Ang mga elemento ay hawak ng isang espesyal na may hawak. Ang koneksyon at tubo ay naka-install, pagkatapos ay pinainit sa pamamagitan ng pagpasok sa fitting.
Kapansin-pansin na ang parehong mga pagpipilian para sa electric welding ay batay sa pagkilos ng kemikal - ang pagkasira ng mga molecular chain ng polymers sa temperatura na 170 degrees Celsius at ang pagbuo ng mga bago sa proseso ng hardening plastic.
Pagkabit at electropollination
Ang modernong teknolohiyang elektrikal ay umabot sa antas kung saan ito ay madaling gawin nang walang napakalaki, mahirap gamitin at hindi na ginagamit na kagamitan.
Ang panlabas na kaluban at ang angkop nito ay natutunaw, at habang bumababa ang temperatura, isang bagong polymer chain ang nalilikha. Bilang isang resulta, ang mataas na kalidad na electric welding ng mga polyethylene pipe ay ginagarantiyahan, na maaaring ligtas na magamit kapwa para sa mga domestic system at para sa mga pipeline ng industriya.
Ang mga kabit na ito ay nailalarawan sa pamamagitan ng mga sumusunod na pakinabang:
- ikinonekta nila ang mga tubo na may diameter na 20 hanggang 400 mm;
- ang koneksyon ay naka-install sa loob at nakayanan ang operasyon ng mataas na presyon;
- ang mga ito ay hindi gumagalaw sa lahat ng mga kemikal at sa gayon ay ligtas kahit para sa tubig;
- makatiis sa anumang pressure surges.
Ang mga kabit ay may malawak na hanay - mula sa maliit hanggang sa malaking diameter. Maaari pa nga silang gamitin sa malalaking halamang kemikal.
Maaari kang gumamit ng transpormer upang mag-install ng mga kabit.
Paano maghanda ng electric pipe welding
Paghahanda: welder, workpiece, connector, transpormer sa buong kahandaan at integridad.
Pipe sa tamang anggulo.
Sa pamamagitan ng isang chamfer ng gilid ng bahagi, para sa tumpak na pagputol.
Ang tubo ay pumasa sa angkop at inaayos ang lugar kung saan ito nabanggit dati.
Degrease na mga bahagi.
Pagkatapos ikonekta ang welding transpormer sa pinagmumulan ng kapangyarihan, bumuo ng isang welding joint.
Ang welding machine ay naka-off at ang warm-up mode ay naka-on sa loob ng 30 minuto.
Mahalagang huwag ilipat ang anumang koneksyon o may hawak! Pagkatapos i-off, maghintay para sa kumpletong paglamig.
Ang aparato ay handa na para sa paggamit at karagdagang koneksyon!
Teknikal na kagamitan ng isang welder sa bahay
Upang makabuo ng isang arko ng isang manu-manong ES, kinakailangan ang isang pinagmumulan ng electric current na nagbibigay ng isang matatag na supply ng electric energy para paganahin ang ED. Para sa manu-manong ES na parehong naaangkop bilang alternating kasalukuyang mga mapagkukunan, at mga device na gumagana sa direktang kasalukuyang. Sa mga kondisyon ng paggamit sa bahay ng mga kagamitan sa hinang, ang kondisyon ng mga de-koryenteng mga kable kung saan ikokonekta ang biniling yunit ng hinang ay gumaganap ng isang mahalagang papel. Ang uri ng kagamitan na magagamit ng isang baguhan na "welded" ay nakasalalay dito.






Mahalaga! Ang welding machine ay maaaring gumana mula sa isang supply ng kuryente ng sambahayan sa loob ng mga parameter ng mga proteksiyon at regulasyon na aparato nito - mga plug at piyus, mga awtomatikong makina, atbp. Kung ang mga katangian ng pagganap ng "welder" ay hindi nakakatugon sa mga kinakailangan ng proteksiyon na sistema ng grid ng kuryente, mga kumikislap na ilaw, pag-off ng mga makina, pagkabigo ng mga gamit sa bahay sa buong bahay dahil sa biglaang pagbabagu-bago ng boltahe.
Ang welder ng bahay ay dapat na nilagyan ng mga sumusunod:
- Kasalukuyang pinagmulan.

Sa kasalukuyan, ang mga kagamitan sa hinang para sa domestic na paggamit ay madalas na tinutukoy bilang kagamitan para sa MMA (mula sa English. Metal Manual Arc - manu-manong ES na may mga piece coated electrodes). Ang merkado ng mga kagamitang elektrikal ay nag-aalok ng tatlong uri ng kasalukuyang mga mapagkukunan para sa paggamit sa bahay:
- welding transformer na tumatakbo sa alternating current,
- welding rectifiers na nagko-convert ng alternating mains voltage sa direct current,
- mga inverter na maaaring gumana mula sa isang saksakan sa bahay.
- Isang set ng mga power cable at lead wire na may dala.
- Electrode holder (spring o lever), karaniwang tinatawag na "holder".
- Mga personal na kagamitan sa proteksyon ng welder:
- damit na lumalaban sa init, sapatos, guwantes o guwantes,
- proteksiyon na maskara.
Electric Welding Technology
Mas mainam na matutunan kung paano maayos na magwelding ng mga bahagi sa pamamagitan ng electric welding sa ilalim ng gabay ng mga nakaranasang welder. Kung sa ilang kadahilanan ay hindi ito gumana, maaari mong subukan ito sa iyong sarili. Una kailangan mong maayos na ayusin ang lugar ng trabaho
Napakahalaga nito, dahil ang hinang ay isang mataas na temperatura, at samakatuwid ay isang prosesong mapanganib sa sunog.
Upang magtrabaho, kailangan mong pumili ng isang workbench o anumang iba pang base na gawa sa hindi nasusunog na materyal.Ang mga mesa na gawa sa kahoy at mga katulad na produkto ay mahigpit na ipinagbabawal. Ito ay kanais-nais na walang mga nasusunog na bagay malapit sa lugar kung saan isasagawa ang welding.
Siguraduhing maglagay ng isang balde ng tubig malapit sa iyo upang maalis ang mga posibleng pinagmumulan ng pag-aapoy. Bilang karagdagan, kailangan mong matukoy ang isang ligtas na lugar kung saan maiimbak ang mga labi ng ginamit na mga electrodes. Kahit na ang pinakamaliit sa kanila ay maaaring magsimula ng apoy.
Sa pagbebenta maaari kang makahanap ng mga welding electrodes ng iba't ibang diameters. Ang kinakailangang laki ng baras ay pinili batay sa kapal ng metal na hinangin.
Para sa mga unang independiyenteng seams, kailangan mong maghanda ng isang hindi kinakailangang piraso ng metal at pumili ng mga electrodes para dito. Inirerekomenda ng mga eksperto ang paggamit ng 3 mm rods sa mga ganitong kaso. Ang mas maliit na diameter ay ginagamit para sa hinang manipis na mga sheet, na kung saan ay hindi maginhawa upang matuto mula sa. Ang mas malaking diameter na mga electrodes ay nangangailangan ng mataas na kapangyarihan ng kagamitan.
Nagsisimula kami sa pamamagitan ng paglilinis ng lugar ng metal kung saan matatagpuan ang tahi. Dapat ay walang kalawang o anumang kontaminasyon.
Matapos maihanda ang bahagi, kunin ang elektrod at ipasok ito sa clamp ng welding machine. Pagkatapos ay kinuha namin ang "grounding" clamp at mahigpit na i-fasten ito sa mga bahagi. Suriin muli ang cable. Dapat itong nakasuksok sa lalagyan at mahusay na insulated.
Ngayon ay kailangan mong piliin ang operating kasalukuyang kapangyarihan para sa welding machine. Ito ay pinili ayon sa diameter ng elektrod. Itinakda namin ang napiling kapangyarihan sa panel ng mga kagamitan sa hinang.
Ang susunod na hakbang ay ang pag-apoy sa arko. Upang gawin ito, ang elektrod ay dapat dalhin sa workpiece sa isang anggulo ng halos 60 ° at napakabagal na dumaan sa base. Dapat may sparks.Sa sandaling mangyari ito, bahagyang hawakan ang elektrod sa bahagi at agad na itaas ito sa taas na hindi hihigit sa 5 mm.
Ang welding inverter ay handa na para sa operasyon. Dalawang cable ang konektado dito: ang isa ay may clamp para sa elektrod, ang pangalawa ay may grounding mount
Sa sandaling ito, kumikislap ang arko, na dapat mapanatili sa buong oras ng operasyon. Ang haba nito ay dapat na 3-5 mm. Ito ang distansya sa pagitan ng dulo ng elektrod at ng workpiece.




Habang pinapanatili ang arko sa kondisyon ng pagtatrabaho, dapat itong alalahanin na sa panahon ng operasyon ang elektrod ay nasusunog at nagiging mas maikli. Kung ang elektrod ay masyadong malapit sa workpiece, maaaring mangyari ang pagdikit. Sa kasong ito, kailangan mong bahagyang i-ugoy ang mga ito sa gilid. Maaaring hindi mag-apoy ang arko sa unang pagkakataon. Marahil ay walang sapat na kasalukuyang, pagkatapos ay kailangan itong dagdagan.
Matapos matutunan ng baguhan na welder kung paano mag-apoy ang arko at panatilihin ito sa kondisyon ng pagtatrabaho, maaari mong simulan ang hinang ang butil. Ito ang pinakasimple sa lahat ng operasyon. Nag-apoy kami sa arko at nagsimulang maayos at maingat na ilipat ang elektrod kasama ang hinaharap na tahi.
Kasabay nito, nagsasagawa kami ng mga oscillatory na paggalaw na kahawig ng isang crescent moon na may maliit na amplitude. Uri ng "rake" namin ang tinunaw na metal sa gitna ng arko. Kaya, dapat kang makakuha ng pantay na tahi, katulad ng isang roller. Maglalaman ito ng maliliit na parang alon na pag-agos ng metal. Matapos lumamig ang pinagtahian, ang sukat ay dapat na itumba dito.