- Mga yugto ng trabaho
- Mga uri ng koneksyon ng PE pipe
- Mga kakaiba
- Kinokontrol namin ang kalidad ng hinang
- Mga parameter ng welding at pagkakasunud-sunod ng mga operasyon
- Higit pa sa paksang ito sa aming website:
- Pagtuturo sa hinang
- Pangunahing panuntunan
- Koneksyon ng electrofusion
- Welding ng butt
- Teknolohiya ng kampana
- Paraan ng pagsasabog para sa paghihinang ng mga pipe ng PE
- Paano baluktot o ituwid ang isang produkto
- Pangkalahatang-ideya ng mga pamamaraan ng baluktot ng tubo
- Mga mabisang paraan upang yumuko ang workpiece
- Welding ng butt
- Lakas ng paggamit ng electrofusion
Mga yugto ng trabaho
Ang do-it-yourself na welding ng polyethylene lines ay posible gamit ang electrofusion method.
Ang pagtuturo ay maaaring iharap tulad ng sumusunod:
- paghahanda;
- pag-aayos gamit ang isang sentralisador at pag-install ng isang pagkabit;
- koneksyon ng welder sa pagkabit;
- hinang;
- pag-alis ng device mula sa ilalim ng koneksyon.

Sa kabila ng katotohanan na ang hinang ay dapat gawin sa bahay, ang mga dulo ay dapat pa ring i-cut gamit ang isang espesyal na tool - isang pipe cutter. Papayagan ka nitong makakuha ng mas mahusay na pagkakahanay kapag kumokonekta. Ito ay mas maginhawa upang alisin ang mga deposito ng oxide mula sa junction gamit ang isang hand scraper o gamit ang isang baras. Ang layer na aalisin ay dapat na mga 200 mm mula sa gilid ng mga tubo. Ang mga resultang chips ay dapat alisin gamit ang parehong scraper. Ang mga pinagsanib na bahagi ay dapat na degreased sa alkohol. Sa yugtong ito, maaari kang gumamit ng mga espesyal na napkin.Para sa pinakatumpak na pagkakalagay sa centralizer, ang linya ay maaaring markahan alinsunod sa mga sukat ng pagkabit. Ayon sa mga halagang ito, magiging mas maginhawa upang ayusin ang mga tubo at ang pagkabit.

Ang pinagsama-samang istraktura ay dapat na maayos sa pagsunod sa mga regulasyon sa kaligtasan. Ang mga terminal ng welding machine ay dapat na konektado sa mga konektor sa pagkabit. Naka-on ang device at nakilala ang barcode, na nasa ibabaw ng coupling. Ang mode ng karamihan sa mga welder ay awtomatiko. Ang panahon ng pag-init at paglamig ng pagkabit ay itinakda lamang sa sandali ng pagkilala sa cipher. Magsisimula ang proseso ng welding pagkatapos mabasa ang code at magtatapos sa isang naririnig na signal. Upang palamig ang tubo, dapat itong iwanang mag-isa sa loob ng pitong minuto. Pagkatapos lamang ay maaaring mailabas ang mga clamp mula sa sentralisador, at ang kagamitan ay maaaring bunutin mula sa ilalim ng punto ng paghihinang.

Mga uri ng koneksyon ng PE pipe

Maaaring ikonekta ang mga polyethylene pipe sa isang linya gamit ang iba't ibang pamamaraan. Bukod dito, ang bawat isa sa kanila ay angkop para sa mga tiyak na kondisyon.
- Kaya, ang pagsali sa mga tubo ng HDPE na may mga fitting at couplings (socket welding) ay pangunahing ginagamit para sa pag-aayos sa loob ng sistema ng pagtutubero sa bahay.
- Do-it-yourself na pag-install ng pipeline gamit ang butt welding. Ang pamamaraang ito ay ginagamit para sa pag-install ng isang pinahabang seksyon ng komunikasyon para sa panlabas na layunin. Sa kasong ito, ang mga tubo ay maaaring ilagay pareho sa ibabaw ng lupa at sa isang trench, na sinusundan ng pagtakip sa kanila ng lupa.
- Electrofusion welding. Ang pamamaraang ito ng pagkonekta ng mga tubo ng HDPE ay ginawa gamit ang mga espesyal na plastic coupling na may mga elemento ng spiral na nakapaloob sa kanila, na nagpapainit bilang resulta ng kasalukuyang inilapat dito.
Tingnan natin ang bawat isa sa mga pamamaraan.
Mga kakaiba
Ang pangunahing kahirapan ay ang mga katangian ng pagpapatakbo at teknolohikal ng mga polyethylene pipe sa maraming aspeto ay katulad ng mga katangian ng husay ng mga tubo na gawa sa polypropylene. Hindi rin sila napapailalim sa kaagnasan. Ang panloob na ibabaw ng mga tubo ay hindi pinahiran. Ang mga tubo ay may mataas na paglaban sa kemikal. Ang materyal ay palakaibigan sa kapaligiran, may mahabang buhay ng serbisyo.

Sa mga pagkakaiba, napansin ng mga propesyonal ang mababang paglaban sa init. Samakatuwid, ang mga tubo ng HDPE ay ginagamit lamang para sa supply ng malamig na tubig at mga sistema ng bentilasyon. Minsan ginagamit ang mga ito para sa pag-install ng mga pipeline ng gas. Ang paggamit ng mga polyethylene pipe ay posible kapag nagdadala sa isang kapaligiran sa itaas ng 40-50 degrees. Ang isang pagbubukod ay ang cross-linked polyethylene, na pinapayagan na gumana sa mga temperatura hanggang sa +95 degrees. Ang mga polyethylene pipe ay may mahusay na frost resistance, na nagpapahintulot sa kanila na magamit sa mga temperatura hanggang sa -70 degrees.

Ang HDPE ay komersyal na magagamit na may diameter na 20 hanggang 1200 mm. Dahil sa iba't ibang mga pagpipilian, malawak na ginagamit ang mga ito sa iba't ibang larangan. Bilang karagdagan sa mga tubo ng tubig, binibili din ang malalaking linya ng diameter para sa dumi sa alkantarilya, kapwa para sa panloob at panlabas.







Ang mga teknikal na katangian ng mga tubo ng HDPE ay tinutukoy ng mga katangian ng base - low-pressure polyethylene. Ito ay magaan, na ginagawang mas madaling i-install ang pipeline, lumalaban sa presyon ng sampu-sampung mga atmospheres. Sa mga negatibong katangian ng materyal, nararapat na tandaan ang limitadong posibilidad na gamitin ito sa mga temperatura sa ibaba ng zero (naging malasalamin ang HDPE), at sa mataas na temperatura (higit sa 40 degrees), nawawala ang higpit ng HDPE. Kapag pinainit sa 70 degrees, ang polyethylene base ay tumataas sa laki, ngunit hindi gaanong.
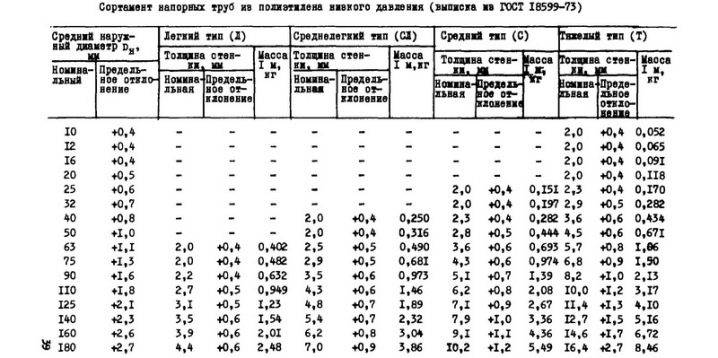
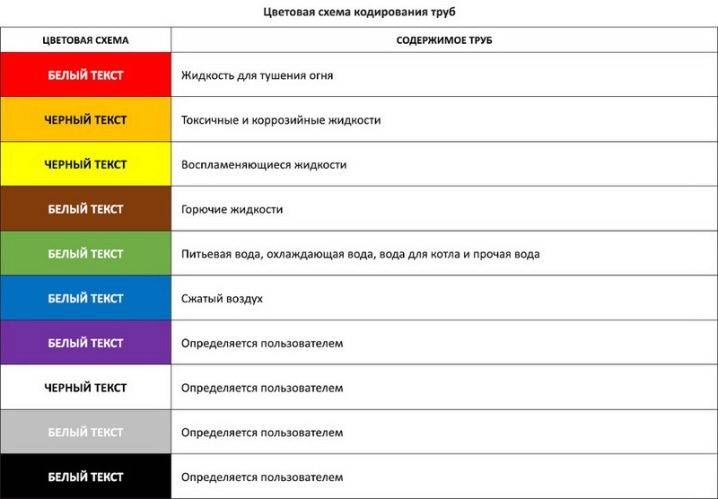
Ang hanay ng HDPE ay kinokontrol ng GOST, na na-publish noong 2001.Ang lahat ng mga markang inilapat sa isa sa mga ibabaw ng highway ay sumusunod sa mga pamantayan. Pinapadali ng pagmamarka ang pagpili ng mga tamang opsyon. Kasama sa mga unang titik ang pangalan ng supplier, pagkatapos ay ang PE assortment, halimbawa, 1000 mm. Ang talahanayan ay naglalaman din ng pagtatalaga ng kapal ng mga linya, ang posibleng pagtatrabaho at maximum na presyon, ang petsa ng paggawa at ang numero ng batch.
Ang teknolohikal na mapa ng mga marka ay naglalaman din ng mga pagtatalaga ng kulay sa anyo ng mga guhitan. Kung ang socket ay pininturahan ng dilaw, ang mga tubo ay maaaring gamitin para sa mga pipeline ng gas, kung ang guhit ay asul, kung gayon ang suplay ng tubig lamang ang maaaring mailagay mula sa mga tubo. Ang scheme ng koneksyon ng pipe ay iginuhit na isinasaalang-alang ang mga karaniwang magagamit na mga segment na pangkomersyo - mula 5 hanggang 25 metro. Ang mga pangunahing tubo ng tubig ay karaniwang ginagawa upang mag-order, may haba na hanggang 0.5 kilometro, at samakatuwid ay naglalaman ng pinakamababang bilang ng mga koneksyon.
Kinokontrol namin ang kalidad ng hinang
Kapag nag-i-install ng mga welded joint sa alinman sa mga pamamaraan na inilarawan sa itaas, napakahalaga na tama na masuri kung gaano kataas ang kalidad ng weld. Depende ito sa kung ang seksyong ito ng pipeline ay maaaring gamitin, o kung ang lahat ay kailangang gawing muli.

Bahagi na may dalawang regular na welds
Sa totoo lang ay hindi napakaraming pamantayan sa pagsusuri, at ang pag-alala sa mga ito ay medyo simple:
- Ang pinakamahalagang tanda ng kalidad ay ang pagkakaroon ng isang unipormeng polyethylene roller sa paligid ng buong circumference ng pipe. Kung ang roller ay hubog, o kung mayroong isang depresyon sa halip na isang roller, ang koneksyon ay hindi maaaring gamitin;
- Ang susunod na mahalagang kadahilanan ay ang pagkakapare-pareho.Ang isang bahagyang pag-aalis ng mga pinagsamang bahagi ay pinapayagan, ngunit hindi ito dapat lumagpas sa 10% ng kapal ng dingding ng tubo;

Larawan ng may sira na lugar kung sakaling magkaroon ng misalignment
- Limitado din ang taas ng molten polyethylene roll. Para sa mga tubo na may mga dingding na 5 - 10 mm, ang halagang ito ay 2.5 - 3 mm, para sa mga tubo na may mga dingding na hanggang 20 mm - 5 mm o mas kaunti.
Siyempre, kung nag-i-install ka ng isang low-pressure pipeline o non-pressure na komunikasyon, kung gayon ang isang maliit na paglihis ay maaaring mapabayaan, ngunit hindi mo pa rin dapat gawin ito. Ito ay mas madaling gumawa ng isang bagong welded joint kaysa sa kasunod na pag-aayos ng isang umiiral na pipe.







Mga parameter ng welding at pagkakasunud-sunod ng mga operasyon
Kasama sa mga opsyon sa butt welding ang:
- Ang antas ng presyon sa mga dulo.
- Ang temperatura kung saan natutunaw ang materyal. Depende sa brand.
- Ang puwersa kung saan ang mga dulo ay pinindot laban sa elemento ng pag-init.
- Tagal ng proseso.

Pagkakasunud-sunod ng mga operasyon:
- Ang unang hakbang sa welding polyethylene pipes ay linisin ang mga dulo ng pipe na pagsasamahin.
- Ang pag-aayos ng mga tubo sa sentralisador ng aparato kung saan ang polyethylene ay welded. Pinoproseso ang mga dulo ng mga tubo gamit ang isang pamutol upang matiyak ang perpendicularity ng axis. Kasabay nito, ang mga natapos na workpiece ay sinusuri upang walang mga puwang.
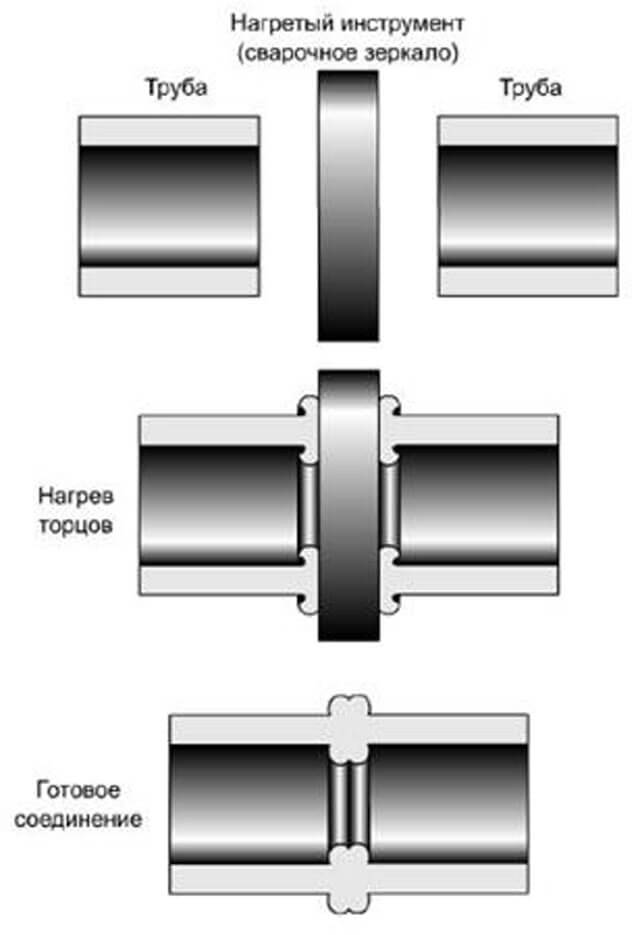
- Pinainit ang mga dulo ng mga tubo gamit ang isang welding mirror sa punto ng pagkatunaw, na humigit-kumulang 220 °C.
- Ang pagpindot sa mga dulo ng mga tubo na may kinakailangang puwersa.
- Pag-alis ng tapos na tubo mula sa device.
Upang maunawaan kung paano hinangin ang mga plastik na tubo, ang video sa aming website ay magbibigay ng mas detalyadong impormasyon. Kaya, magagawa mo ang iyong sarili kung mayroon kang mga kinakailangang kagamitan.
Higit pa sa paksang ito sa aming website:
- Welding ng polypropylene pipes - proseso ng video Dahil sa kanilang mababang gastos at kadalian ng koneksyon, ang mga plastik na tubo ay sumasakop sa isang nangungunang posisyon sa pag-install ng mga thermal at plumbing system. Kung ikukumpara sa mga istrukturang metal, mga polypropylene pipe ...
- Mga uri ng electrodes para sa hinang - hinang gamit ang mga electrodes sa video Ang welding electrode ay isang metal rod na may iba't ibang haba na ginagamit sa proseso ng mga bahagi ng hinang mula sa iba't ibang uri ng mga materyales. Ang kanilang pangunahing layunin ay upang magbigay ng electric current sa ...
- Welding para sa mga nagsisimula - mga aralin sa video Sa ilalim ng salitang welding, karaniwang tinatanggap ang pag-unawa sa isang teknolohikal na proseso kung saan, bilang resulta ng pag-init, ang mga intermolecular at interatomic na bono ay itinatag sa pagitan ng mga bahagi. Kaya, ang mga direktang materyales ay konektado. Kadalasan…
- Mga video tutorial sa welding - manood ng mga welding lesson na may inverter para sa mga baguhan na welder Dapat manood ng mga welding video tutorial ang mga baguhan upang maiwasan ang mga karaniwang pagkakamali at gawing kalidad at ligtas ang kanilang trabaho. Dapat mong laging tandaan na…
Ibahagi sa iyong mga kaibigan sa mga social network ang isang link sa materyal na ito (mag-click sa mga icon):
Pagtuturo sa hinang
Kung pinili mo ang mga polyethylene pipe, kumilos ka nang matalino, ngunit ngayon kailangan pa rin nilang mai-install nang tama. Matuto tayo
Pangunahing panuntunan
Anuman ang pipiliin mong teknolohiya - electrofusion o butt welding ng mga polyethylene pipe, dapat kang sumunod sa mga mahahalagang prinsipyo:
- Ang mga elementong pagsasamahin ay dapat magkatugma (kapwa sa komposisyon at sa pisikal na mga parameter).
- Ang welding ng butt ng mga polyethylene pipe ay maaari lamang isagawa kung ang mga bahagi ay may parehong diameter at pantay na kapal ng pader.
- Ang mga gilid ay dapat na lubusan na malinis at degreased.
- Ang mga dulo ng mga istruktura na hindi kasangkot sa proseso ng koneksyon ay dapat na sarado na may mga plug upang maiwasan ang pagkakalantad sa malamig na hangin, na negatibong nakakaapekto sa proseso.
- Sa panahon ng trabaho, kinakailangan upang mabawasan ang epekto ng panlabas na kapaligiran, lalo na:
- sa init, huwag payagan ang sikat ng araw na maabot ang lugar ng koneksyon;
- sa mahangin na panahon, lumikha ng isang hadlang sa gusts ng hangin;
- sa malamig na panahon, inirerekumenda na init ang silid para sa trabaho.
- Sa panahon ng hinang at paglamig ng istraktura, ibukod ang mekanikal na epekto sa system.
At ngayon isaalang-alang natin nang detalyado kung ano ang teknolohiya ng welding polyethylene pipes ay butt-welding at gamit ang electrofusion method.
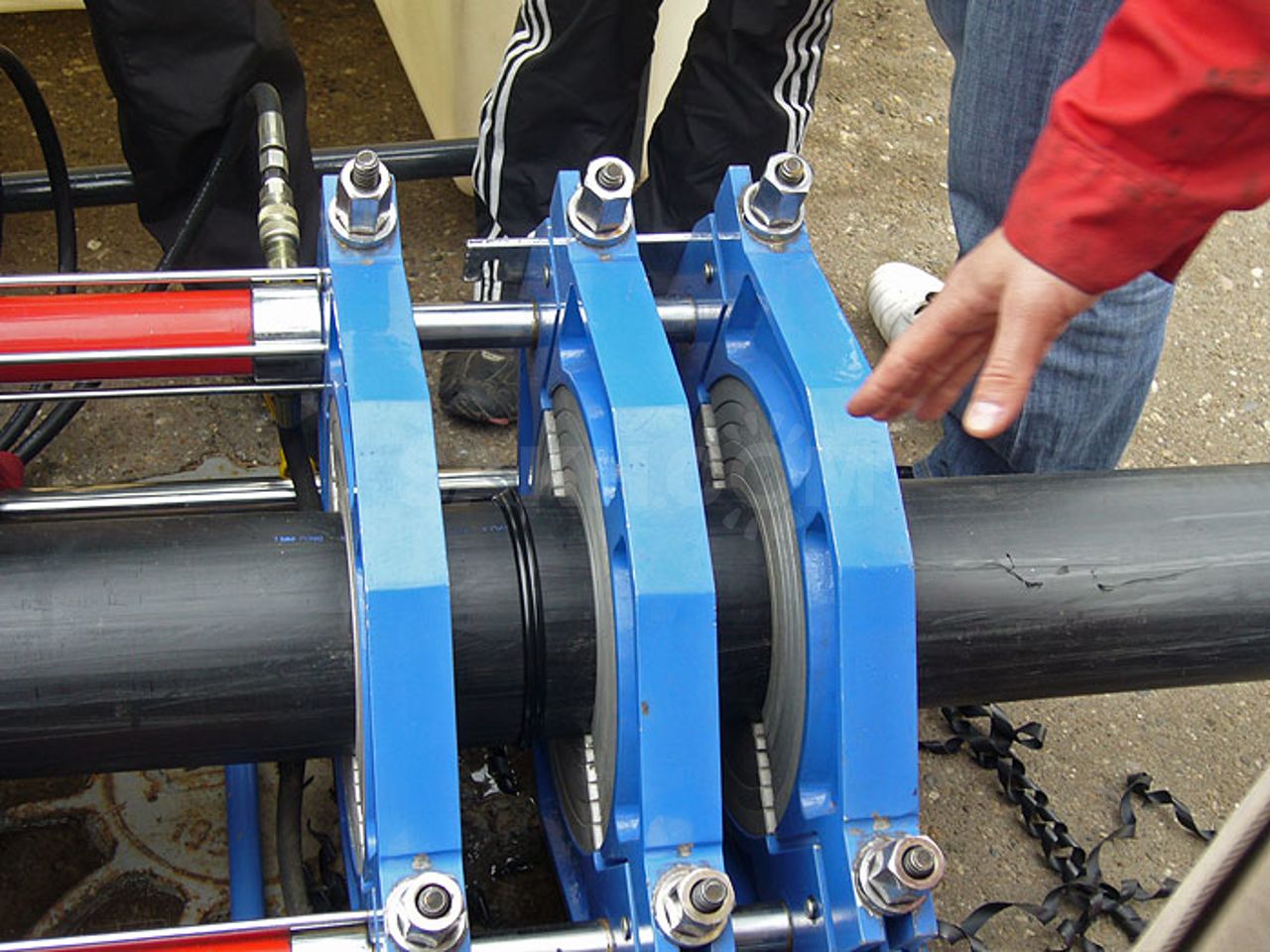
 Photofragment ng electrofusion technique: konektadong mga heater
Photofragment ng electrofusion technique: konektadong mga heater
Koneksyon ng electrofusion
Ang ganitong uri ng welding, na tinatawag ding thermistor welding, ay ginagamit upang i-fasten ang mga elemento ng iba't ibang kapal at diameter ng pader, pati na rin ang pag-install ng mga non-pressure pipelines - drainage installation, gravity sewers, atbp.
Upang kumonekta gamit ang teknolohiyang ito, kakailanganin mo ng espesyal - electrofusion fitting. Ngayon tandaan ang pagkakasunud-sunod ng trabaho.
- Idisenyo ang sistema.
- Kalkulahin ang kinakailangang bilang ng mga tubo at iba pang bahagi.
- Bumili.
- Gupitin ang istraktura sa mga piraso ng haba na iminungkahi ng plano. Siguraduhin na ang hiwa ay tuwid, iwasan ang daloy ng tinunaw na materyal sa system.
- Maghanda at linisin ang mga bahagi, kabilang ang mga coupling. Hindi magiging labis na degrease ang ibabaw ng mga elemento na may alkohol, na inilalapat ito sa isang piraso ng basahan.
- Kung ang ibabaw ng mga elemento ay na-oxidized, alisin ang labis na may isang espesyal na scraper.
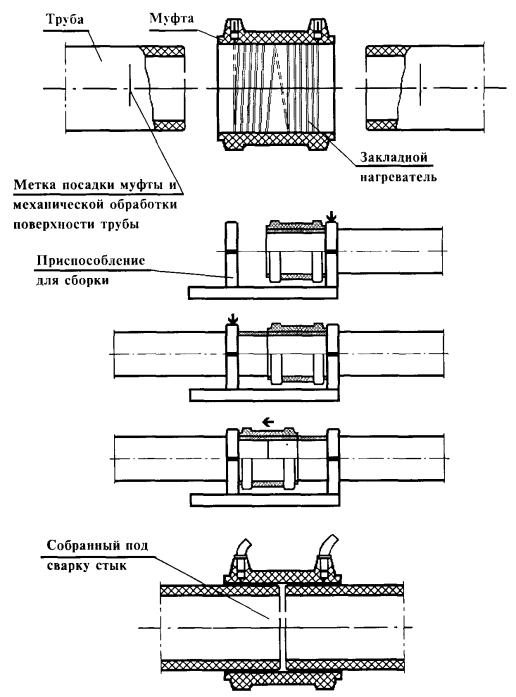
- I-fasten ang mga elemento sa positioner, iniisip ang pagkakahanay.
- I-wrap ang joint ng adhesive tape para maiwasan ang pagpasok ng alikabok.
- Isara ang mga bukas na dulo ng mga istraktura na may mga plug.
- Ilapat ang boltahe sa mga terminal ng clutch.
- Maghintay hanggang ang mga elemento, na nagpainit, ay magkakasama.
Ang thermistor welding ng mga polyethylene pipe ay dapat isagawa lamang kung ang mga konektadong elemento ay hindi natitinag. Sa parehong posisyon, ang istraktura ay dapat manatili hanggang sa ganap na lumamig ang tahi.
 Ganito ang hitsura ng isang splice setup
Ganito ang hitsura ng isang splice setup
Welding ng butt
Ang teknolohiya at mga parameter ng butt welding ng mga polyethylene pipe ay mas kawili-wili, dahil ang mga elemento ay konektado sa antas ng molekular, na bumubuo ng isang mas malakas na tahi. Ang pamamaraang ito ay ginagamit para sa pag-mount ng mga elemento na may diameter na 50 mm at isang kapal ng pader na 5 mm.
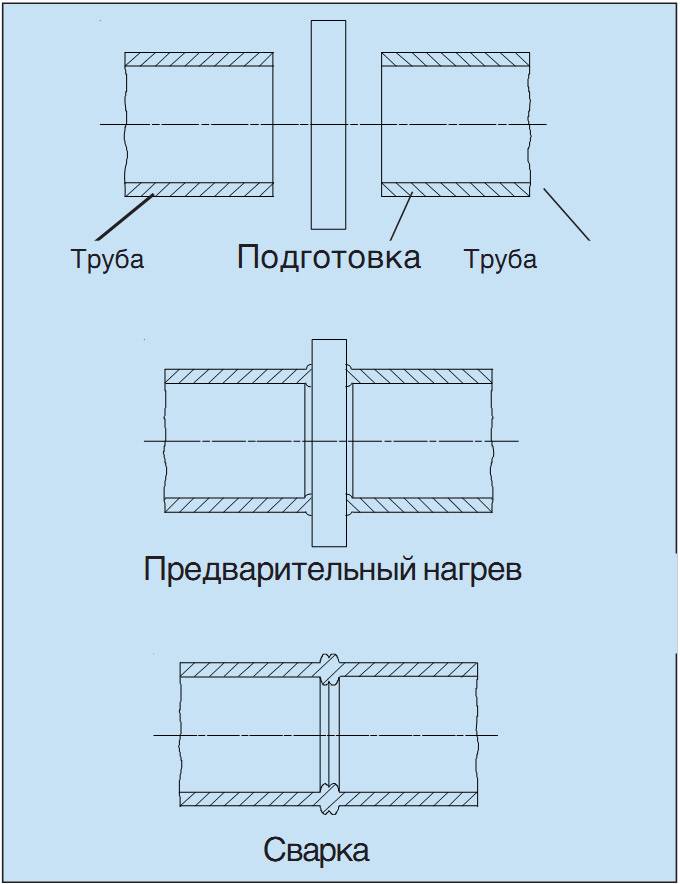
Sa pamamaraang ito, ang mga gilid ng mga produkto ay pinainit ng isang espesyal na aparato sa pag-init, at pagkatapos ay natunaw at sa ganitong estado ay pinagsama, na bumubuo ng isang solong buo at isang perpektong tahi.
Ang pamamaraan para sa ganitong uri ng hinang hanggang sa punto No. 7 ay magkapareho sa nakaraang opsyon sa koneksyon (maliban na ang mga coupling ay hindi kinakailangan para sa trabaho).
Talahanayan para sa pagtukoy ng oras ng pag-init at paglamig ng mga elemento na hinangin
At pagkatapos ito ay naiiba at napupunta ayon sa "scenario" na ito:
- ipasok ang mga dulo ng mga elemento sa apparatus upang ang heating plate ay nasa pagitan nila;
- pindutin ang mga gilid laban sa plato at huwag baguhin ang pagpindot sa presyon hanggang sa proseso ng pagkatunaw;
- init ang mga elemento, pagsunod sa mga pamantayan (ang talahanayan sa ibaba para sa welding polyethylene pipes ay makakatulong sa iyo sa ito);
- tanggalin ang plato at i-dock ang mga dulo, ibigay ang pare-parehong presyon sa kanila;
- hawak ang buhol, hintaying lumamig ang polyethylene.
Teknolohiya ng kampana
Ang paghihinang ng mga tubo ng HDPE ay maaaring gawin sa maraming paraan. Walang partikular na kumplikado sa mga prosesong ito, ngunit ang welder ay dapat magpasya kung aling paraan ang pinakaangkop sa kanya.





Mayroong teknolohiya ng koneksyon sa socket. Tinatawag din itong minsang "coupling". Ang kakanyahan nito ay nakasalalay sa koneksyon ng mga elemento sa tulong ng mga espesyal na aparato - mga kabit. Bilang karagdagan sa mga ito, kakailanganin mo ng kagamitan para sa trabaho, katulad ng isang welding machine. Maaari kang pumili ng isang manu-manong modelo para sa maliliit na produkto (hanggang sa 50 mm) o isang mekanikal para sa malalaking diameter ng polyethylene pipe (mula sa 40 mm at higit pa).
Kailangan mo ring tandaan na maghanda ng mga adapter o welding nozzle para sa trabaho at iba't ibang mga tool para sa pagputol ng mga produkto.
Kapag nagsasagawa ng naturang hinang, kinakailangang ikonekta ang panlabas na bahagi ng tubo sa loob ng angkop. Ang parehong mga ibabaw na ito ay pinainit ng isang welding nozzle: ang isang tubo ay pinainit ng isang manggas, at ang isang angkop ay pinainit ng isang mandrel.
Ang aparato para sa hinang polyethylene pipe ay medyo mahal
Ang aktwal na proseso ng socket welding ay ganito:
- Ang welding machine ay pinainit sa kinakailangang temperatura;
- Ang angkop ay nakaunat hangga't maaari sa mandrel, at sa parehong oras, ang dulo ng tubo ay inilalagay sa manggas hanggang sa huminto ito (lahat ng ito ay dapat gawin nang napakabilis);
- Dahil sa pagkakaiba sa laki ng mga bahagi, lumilitaw ang isang dagdag na layer, na, kapag pinainit, natutunaw at gumagapang sa anyo ng isang maliit na roller, na tinatawag na burr;
- Ang butil ay binabawasan ang diameter ng mga tubo at sa gayon ay nagpapahintulot sa kanila na pumasok sa welding nozzle at nakahanay sa mandrel na may angkop;
- Ang lahat ng mga bahagi ay dapat lumipat sa heating nozzle hanggang sa huminto sila, at sa pag-abot sa sandaling ito, ang anumang presyon sa kanila ay dapat na ihinto;
- Dagdag pa, ang lahat ng mga fragment ay gaganapin sa posisyon na ito para sa kinakailangang oras;
- Matapos ang katapusan ng oras, ang angkop ay tinanggal, ang tubo ay tinanggal mula sa nozzle at ang mga bahaging ito ay pinagsama hangga't maaari;
- Matapos lumamig ang soldered fragment, ang pangalawang produkto ay dapat na hinangin sa kabilang dulo ng fitting.
Paraan ng pagsasabog para sa paghihinang ng mga pipe ng PE
Sa ngayon, ang polyethylene ay wala pa ring awtoridad bilang metal o metal-plastic, ngunit sa katunayan ang lakas at mga katangian ng pagganap nito ay hindi mas masahol pa. Ang mga modernong teknolohiya sa yugto ng produksyon ay ginagawang posible na gumawa ng mga pipe ng PE na may mataas na kalidad at pagiging maaasahan. Ang pinaka-kagiliw-giliw na paraan upang hinangin ang mga ito ay pagsasabog, na hindi nangangailangan ng paggamit ng mga espesyal na kagamitan. Kahit na ang isang baguhan ay makakagawa ng welding work sa ganitong paraan.

Ang high at low pressure polyethylene (LDPE at HDPE) ay isa sa pinakasikat na polymeric thermoplastics, na nasa pinakamataas na pangangailangan sa pag-aayos ng iba't ibang uri ng supply ng tubig, mga sistema ng sanitasyon, atbp. Ang isang natatanging katangian ng materyal na polimer ay kapag pinainit, lumalambot ito, dahil ang pagkakabit ng kadena ng mga molekula sa bawat isa ay nawala. Sa pagyeyelo nito, nanumbalik ang dating lakas, na para bang hindi nangyari ang pagbabago. Ito ang tampok na ito na gumagawa ng polyethylene na isang perpektong materyal para sa hinang dito. Sa panahon ng paglambot ng dalawang produkto, maaari silang konektado, na, pagkatapos ng solidification, ay hahantong sa pinakamatibay na bono. Isang malakas na weld ang gagawin sa pagitan ng dalawang piraso.

Ang mga pipe ng PE ay hinangin sa medyo mababang temperatura na 270 degrees Celsius, na lubos na nagpapadali sa gawain sa pamamagitan ng pagpili ng kagamitan at kasunod na paggamit.Ang oras ng pagpapatakbo ay napakaikli (ilang segundo para sa bawat yugto) at maaari lamang iakma sa pamamagitan ng pagbabago ng kapal ng mga pipeline.
Paano baluktot o ituwid ang isang produkto
Ang mga polyethylene pipe ay magagamit para sa pagbebenta sa tuwid na 12-meter ang haba o sa anyo ng mga solidong produkto na sugat sa malalaking coils. Ang pagiging nasa isang baluktot na estado, ang mga produkto ay nasa anyo ng mga singsing at deformed. Bago ituwid o baluktot ang isang deformed pipe ng HDPE, dapat itong pinainit.

Kapag nag-iipon ng isang pipeline, madalas na kinakailangan upang ituwid ang isang baluktot o, sa kabaligtaran, yumuko ng isang deformed polyethylene pipe
Ang low density polyethylene ay sikat sa magandang pagkalastiko nito. Ngunit nawawala ang ari-arian na ito sa temperatura ng pag-init sa itaas + 80 ° C. Ang sandaling ito ay ginagamit kung kinakailangan upang baguhin ang configuration ng produkto.
Ngunit ito ay nagkakahalaga ng pag-alala na para sa straightening o baluktot ang temperatura ay maaari lamang tumaas para sa isang maikling panahon. Pagkatapos ng lahat, ang isang polyethylene pipe ay kabilang sa kategorya ng mga materyales sa gusali na, kung ang temperatura ng rehimen ay nilabag, ay maaaring masira.
Pangkalahatang-ideya ng mga pamamaraan ng baluktot ng tubo
Ito ay pinakamadaling ituwid ang tubo, inaalis ang mga creases na lumitaw sa panahon ng imbakan at transportasyon nito, pagkatapos na ang produkto ay bahagyang pinainit. Kung ang pagpapalit o pag-aayos ng pipeline ay isinasagawa sa tag-araw, kapag ang mga sinag ng araw ay kasing init hangga't maaari, maaari mong gamitin ang mga ito upang makamit ang gawain.








Upang ituwid ang HDPE pipe, kailangan mo lamang na iwanan ito sa direktang liwanag ng araw sa loob ng ilang oras, matatag na ayusin ang mga dulo ng segment
Ang mga sinag ng UV ay hindi magpapalala sa mga parameter ng pagpapatakbo ng polyethylene, ngunit sa parehong oras magagawa nilang palambutin ang mga dingding ng produkto nang ilang sandali.Kailangan mo lang ayusin ang pinalambot na tubo sa kahabaan ng isang matibay na suporta o dingding, o ilagay ito sa isang pre-dug trench. Bago mo ituwid ang baluktot na tubo ng HDPE sa lupa, kailangan mong linisin ang lugar.
Kung ang trabaho ay kailangang gawin sa taglamig, gumamit ng mainit na tubig upang painitin ang produkto. Ngunit ang pamamaraang ito ay epektibo para sa mga tubo na ang laki ay hindi hihigit sa 50 mm. Bilang mga tulong sa pagtuwid, maaari mong gamitin ang mga metal na rehas at brickwork. Sa anumang kaso: mas maikli ang haba ng produkto, mas madali itong gamitin.
Mga mabisang paraan upang yumuko ang workpiece
Kung ang kabaligtaran na sitwasyon ay lumitaw kapag kinakailangan upang yumuko ang HDPE pipe, ang lahat ng parehong paggamot sa init ay ginagamit. Para sa pag-init, ang mga sumusunod na pamamaraan ay ginagamit:
- tinatangay ng mainit na hanging itinuro ng isang hair dryer ng gusali;
- painitin ang mga dingding ng produkto na may gas burner;
- buhusan ng tubig na kumukulo ang ibabaw.
Upang gawing simple ang pamamaraan ng baluktot, mas mahusay na bumuo ng isang molding frame. Ang frame, ang laki nito ay tumutugma sa diameter ng baluktot na tubo, ay maaaring gawin mula sa ordinaryong fiberboard sheet. Upang gawing makinis ang ibabaw ng frame, buhangin ito ng isang piraso ng papel de liha.
Upang yumuko ang HDPE pipe na may hair dryer, ang gawain ay isinasagawa sa sumusunod na pagkakasunud-sunod:
- Ang lugar na gagamutin ay pinainit ng hair dryer ng gusali.
- Ang pinalambot na workpiece ay pinalalim sa frame ng paghubog.
- Maingat na yumuko ang tubo, nang hindi naglalapat ng labis na puwersa upang hindi masira ang produkto sa liko.
Ang pagkakaroon ng paglikha ng kinakailangang anggulo ng baluktot, kailangan mong iwanan ang produkto hanggang sa ganap na lumamig at pagkatapos ay alisin ito mula sa frame.

Upang matiyak ang pare-parehong pag-init ng ibabaw ng isang produkto ng polyethylene, ang tubo ay dapat na patuloy na paikutin sa paligid ng axis nito, na pinapalitan ang iba't ibang mga seksyon sa ilalim ng mga sinag.
Isang mahalagang punto: kapag pinainit ang tubo, kinakailangan na sumunod sa "gintong ibig sabihin". Kung ang ibabaw ay hindi sapat na pinainit sa oras ng baluktot, ang tubo ay maaaring masira. Kung, sa oras ng pag-init, ang elemento ng pag-init ay masyadong malapit sa produkto, ang polimer ay maaaring mag-apoy.
Welding ng butt

Maaari kang mag-butt-weld ng mga tubo ng HDPE gamit ang iyong sariling mga kamay. Ang butt welding ay isinasagawa gamit ang mga espesyal na kagamitan na may mekanikal o haydroliko na biyahe. Ang ganitong welding machine ay magpapahintulot sa pagsali sa dalawang elemento ng mga tubo hanggang sa isang kumpleto at mahigpit na koneksyon. Ang pinakasikat na mga device ay ang mga may kontrol sa software. Ang ganitong kagamitan ay nailalarawan sa pamamagitan ng ganap na automation at ang kakayahang kontrolin ang proseso ng hinang nang walang interbensyon ng operator sa mga tuntunin ng pisikal na pagsisikap.
Bago gumawa ng trabaho gamit ang iyong sariling mga kamay, dapat piliin ang mga tubo ng HDPE na may pare-parehong teknikal na katangian. Maipapayo na magwelding ng mga tubo kahit na mula sa parehong batch. Dahil dito ang polimer ay pinagsama sa antas ng molekular, ang diskarte na ito ay gagawing mas airtight at maaasahan ang welding seam.
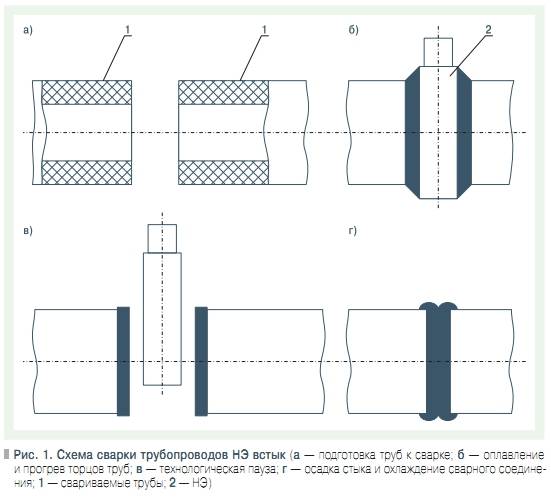
Ang prinsipyo ng butt welding ay ang init ng mga dulo ng pipe sa isang espesyal na plato. Pagkatapos matunaw, ang PE plate sa pagitan ng mga dulo ng dalawang pipe na welded ay aalisin at ang mga elemento ay mechanically compressed hanggang sa ang polimer ay ganap na halo-halong at soldered. Pagkatapos nito, ang mga tubo ay dapat pahintulutang ganap na palamig.
Paglalarawan ng mga pamamaraan ng welding ng PVC pipe
- Kaya, para sa mga tubo na may cross section na 20 mm, ang haba ng pagkatunaw (welding depth) ay magiging 14.5 mm;
- Mga elemento 25 mm - 16 mm;
- Para sa mga tubo na may diameter na 32 mm - 18 mm;
- Para sa mga tubo na may isang seksyon ng 40 mm - 20 mm;
- Mga tubo na may diameter na 50 mm - 23 mm.
Lakas ng paggamit ng electrofusion
Kadalasan, ginagamit ang mga electric coupling sa mga kaso kung saan hindi maginhawa o praktikal na magwelding ng mga polyethylene pipe na end-to-end. Kadalasan nangyayari ito sa mga balon ng alkantarilya, makitid at hindi maginhawang mga channel, mga hukay sa pag-install sa base at mga dingding ng mga bahay. Sa mahigpit na pagsasalita, ang mga electric coupling ay sumagip sa mga kaso kung saan hindi magagamit ang butt welding.








Ang isa pang bentahe ng pamamaraang ito ng pagsali sa mga polyethylene pipe ay ang kaginhawahan nito sa kaso ng isang aksidente o pinsala sa pipeline. Bilang isang patakaran, ang mga ganitong sitwasyon ay nangangailangan ng napakabilis na pag-troubleshoot. Ang mga welding HDPE pipe na may mga electric coupling ay nailalarawan sa pamamagitan ng malaking kadalian ng pagpapatupad - sa kasong ito, walang espesyal na kaalaman ang kinakailangan.

Ang kadalian ng pag-install ng aparato ay sinisiguro ng pagkakaroon ng mga espesyal na butas dito. Upang matukoy ang pinakamainam na rehimen ng temperatura para sa docking sa mga modernong welding machine, ang pag-andar ng pagbabasa ng kinakailangang impormasyon nang direkta mula sa barcode, na nilagyan ng mga electric coupling, ay ibinigay. Ang pamamaraan ng koneksyon ay ipinatupad gamit ang pinakasimpleng mga tool - isang aparato para sa pagtanggal ng mga dulo ng pipe, isang electric coupling at isang welding machine.



