- Mga aplikasyon
- Mga uri ng mga tubo ng tanso
- Ano ang kailangan para sa paghihinang ng mga tubo ng tanso
- No. 11. Diameter ng pipe ng pag-init
- Mga pamamaraan para sa pagkonekta ng mga tubo ng tanso
- Hinang
- Koneksyon ng mga tubo ng tanso na may mga kabit ng tambutso.
- Gumugulong
- Angkop sa compression
- Pindutin ang angkop
- Paghihinang mga tubo ng tanso
- Mga limitasyon kapag gumagamit ng mga tubo ng tanso
- Mga pamamaraan para sa pagkonekta ng mga pipeline ng tanso
- Paano gawing simple ang pag-install ng pagpainit
- Paghihinang ng maliliit na ugat
- No. 6. Mga tubo ng tanso para sa pagpainit
- Iba't ibang mga produktong tanso
- Produksyon
- Paraan #2: Grooving (Roll Groove)
- Paghahanda at paggawa ng isang knurled groove connection
- Pagsubok sa kumpletong knurled system
- No. 7. Mga tubo ng polypropylene para sa pagpainit
- Pangkalahatang-ideya ng paghahambing ng presyo
- Mga uri
- Mga pagtutukoy
Mga aplikasyon
Mayroong ilang mga sitwasyon kung kailan mas mahusay na piliin ang materyal na ito:
- Ang kasalukuyang opsyon para sa pag-install ng isang sistema ng pag-init mula sa mga tubo ng tanso ay upang kumonekta sa isang solid fuel boiler. Ito ay dahil sa ang katunayan na ang mga naturang sistema ay napapailalim sa matagal na pagkakalantad sa mataas na temperatura (higit sa 100 degrees Celsius).
- Kung ikukumpara sa iba pang mga materyales, ang tanso ay mas mahusay kung mayroon itong kumplikadong hugis.
- Ang pag-install ay magiging 100% na makatwiran kung ang may-ari ng bahay ay may sapat na pera, nais niyang makuha ang pinakamataas na tagapagpahiwatig ng tibay.
Isinasaalang-alang ang iba pang mga pagpipilian, kailangan mong bigyang-pansin ang plastic o hindi kinakalawang na asero.
Mga uri ng mga tubo ng tanso
Ang mga naturang produkto ay nag-iiba sa laki at cross section at nasa mga sumusunod na uri:
- Copper annealed pipe. Upang makakuha ng lambot, ang mga naturang produkto ay sumasailalim sa paggamot sa init. Pinapasimple nito ang kanilang pag-install.
- Mga tubo na hindi annealed na tanso. Ito ay mga tuwid na segment mula 1 hanggang 5 m ang haba.
Ang cross section ng mga tubo ay maaaring klasiko at hugis-parihaba. Ang huli ay ginagamit sa paglikha ng mga conductor para sa stator windings, na pinalamig sa pamamagitan ng mga likido. Ang kanilang paggawa ay kumplikado at ang gastos ay mas mataas kaysa sa mga maginoo. Ang pinakasikat na diameter ng mga tubo ng tanso para sa supply ng tubig ay mula 10 hanggang 23 mm, para sa mga sistema ng alisan ng tubig - mula 30 hanggang 45 mm.
Ano ang kailangan para sa paghihinang ng mga tubo ng tanso
Ang paghihinang ng mga tubo ng tanso, na hindi mahirap gawin sa iyong sariling mga kamay, ay hindi nangangailangan ng mamahaling kagamitan at anumang mga espesyal na materyales. Upang maayos na maipatupad ito, kakailanganin mo ang mga sumusunod na device.
Ang isang burner, dahil sa kung saan ang panghinang at ang seksyon ng pipe kung saan sila ay konektado ay pinainit. Bilang isang patakaran, ang propane gas ay ibinibigay sa naturang burner, ang presyon nito ay kinokontrol ng isang welding reducer.
Espesyal na tool para sa pagputol ng mga tubo ng tanso. Dahil ang mga produktong gawa sa metal na ito ay napakalambot, dapat itong gupitin nang malumanay upang hindi kulubot ang mga dingding. Ang mga pamutol ng tubo ng iba't ibang mga modelo ay inaalok sa modernong merkado, na naiiba sa kanilang pag-andar at teknikal na kakayahan.
Ang disenyo ng mga indibidwal na modelo ng naturang mga device, na mahalaga, ay nagpapahintulot sa kanila na magamit kahit para sa trabaho sa mga lugar na mahirap maabot.
Ang isang pipe expander ay isang aparato na nagbibigay-daan sa iyo upang palawakin ang diameter ng isang tansong tubo, na kinakailangan upang mas mahusay na maghinang. Sa iba't ibang mga sistema na naka-mount mula sa mga tubo ng tanso, ang mga elemento ng parehong seksyon ay ginagamit, at upang ikonekta ang mga ito nang husay, kinakailangan upang bahagyang dagdagan ang diameter ng isa sa mga konektadong elemento. Ito ang problemang ito na nalulutas ng naturang aparato bilang isang pipe expander.
Ito ang problemang ito na nalulutas ng naturang aparato bilang isang pipe expander.
Copper pipe flaring kit
Device para sa chamfering ang mga dulo ng mga tubo ng tanso. Pagkatapos ng pag-trim, ang mga burr ay nananatili sa mga dulo ng mga bahagi, na maaaring makagambala sa pagkuha ng isang mataas na kalidad at maaasahang koneksyon. Upang alisin ang mga ito at bigyan ang mga dulo ng mga tubo ng kinakailangang pagsasaayos, ang isang beveler ay ginagamit bago ang paghihinang. Mayroong dalawang pangunahing uri ng mga chamfering device sa merkado ngayon: inilagay sa isang bilog na katawan at ginawa sa anyo ng isang lapis. Ang mas maginhawang gamitin, ngunit mas mahal din, ay mga bilog na aparato na maaaring magproseso ng malambot na mga tubo ng tanso na may diameter na hindi hihigit sa 36 mm.
Upang maayos na ihanda ang mga tubo ng tanso para sa paghihinang, kinakailangan upang alisin ang lahat ng mga impurities at oxides mula sa kanilang ibabaw. Para sa mga layuning ito, ginagamit ang mga brush at brush, na ang mga bristles ay gawa sa bakal na wire.
Ang pagpapatigas ng mga tubo ng tanso ay karaniwang ginagawa gamit ang matigas na panghinang, na maaaring mataas at mababang temperatura. Ang high-temperature solder ay isang tansong kawad na naglalaman ng humigit-kumulang 6% na posporus sa komposisyon nito. Ang nasabing wire ay natutunaw sa temperatura na 700 degrees, habang para sa mababang temperatura nito (tin wire), 350 degrees ay sapat na.
Ang teknolohiya ng paghihinang mga tubo ng tanso ay nagsasangkot ng paggamit ng mga espesyal na flux at paste na gumaganap ng isang proteksiyon na function. Ang ganitong mga flux ay hindi lamang pinoprotektahan ang nabuo na tahi mula sa pagbuo ng mga bula ng hangin sa loob nito, ngunit makabuluhang mapabuti din ang pagdirikit ng panghinang sa materyal na tubo.
Bilang karagdagan sa pagkilos ng bagay, panghinang at iba pang mga pangunahing elemento, ang mga karagdagang tool ay kakailanganin upang maghinang ng mga tubo ng tanso, na makikita sa bawat pagawaan o garahe. Upang maghinang o magwelding ng mga produktong tanso, ihanda din ang:
- regular na marker;
- roulette;
- antas ng gusali;
- isang maliit na brush na may matigas na bristles;
- isang martilyo.
Bago simulan ang trabaho, mahalaga din na magpasya kung paano maghinang ng mga tubo ng tanso. Maaaring mayroong dalawang pangunahing opsyon: brazing copper (hindi gaanong ginagamit) at paggamit ng soft solder. Kapag nilutas ang isyung ito, mahalagang magpatuloy mula sa katotohanan na mayroong mga kinakailangan para sa paggamit ng isa o ibang uri ng panghinang.
Kaya, ang mga matitigas na panghinang ay ginagamit para sa mga elemento ng paghihinang ng mga yunit ng pagpapalamig at mga air conditioner. Sa lahat ng iba pang mga kaso (mga sistema ng supply ng tubig, mga sistema ng pag-init, atbp.), maaaring gamitin ang tin wire. Ngunit anuman ang napiling teknolohiya, dapat itong alalahanin na ang pagkilos ng bagay ay kinakailangan sa anumang kaso.










Kapag nilutas ang isyung ito, mahalagang magpatuloy mula sa katotohanan na may mga kinakailangan para sa paggamit ng isa o ibang uri ng panghinang. Kaya, ang mga matitigas na panghinang ay ginagamit para sa mga elemento ng paghihinang ng mga yunit ng pagpapalamig at mga air conditioner.
Sa lahat ng iba pang mga kaso (mga sistema ng supply ng tubig, mga sistema ng pag-init, atbp.), maaaring gamitin ang tin wire. Ngunit anuman ang napiling teknolohiya, dapat itong alalahanin na ang pagkilos ng bagay ay kinakailangan sa anumang kaso.
Mga brush para sa pagtanggal ng panloob na ibabaw ng isang tubo na tanso bago paghihinang
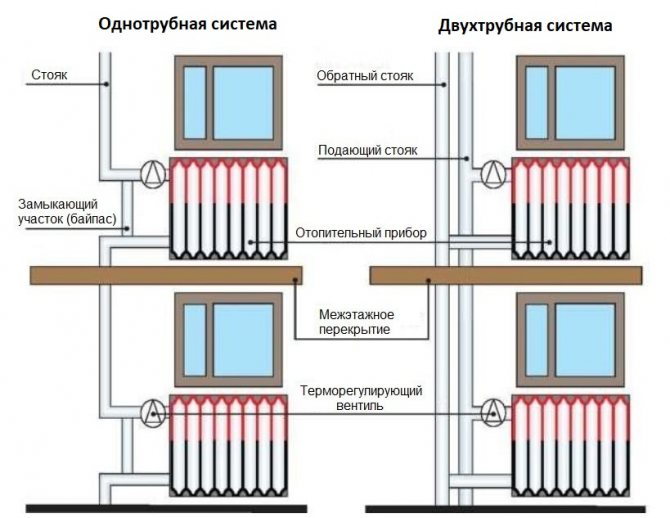
No. 11. Diameter ng pipe ng pag-init
Ang mga tubo na gawa sa iba't ibang mga materyales ay ipinakita sa iba't ibang mga diameter. Upang piliin ang pinaka-angkop na halaga, kailangan mong pag-aralan ang buong pamamaraan ng sistema ng pag-init at humingi ng tulong sa mga espesyalista. Ang tinatayang diameter ay maaaring kalkulahin nang nakapag-iisa. Ang mga parameter tulad ng lugar ng silid, kung saan nakasalalay ang thermal power, at ang bilis ng coolant, ay isinasaalang-alang.
Maraming nagkakamali na iniisip na mas malaki ang diameter ng pipe, mas mataas ang kahusayan ng system. Sa katunayan, kapag pumipili ng mga tubo na masyadong malaki, ang presyon sa sistema ay bumababa, at ang pag-init ay nawala nang buo - ang maligamgam na tubig ay hindi maaaring lumibot sa buong sistema ng tubo at mga radiator. Kung mas maliit ang diameter, mas mataas ang rate ng daloy ng tubig. Sa isip, ang bilis ay dapat na mas mataas kaysa sa 0.2 m/s, ngunit mas mababa sa 1.5 m/s, kung hindi man ang proseso ng sirkulasyon ng coolant ay magiging masyadong maingay.
Ang diameter ay pinili batay sa pagkalkula kinakailangang init na output. Para sa mga silid na may taas na kisame na hanggang 3 m, 100 W ng enerhiya ay kinakailangan para sa bawat 1 m2. Para sa isang silid na 20 m2, halimbawa, kinakailangan ang 2000 W ng thermal power, narito ito ay nagkakahalaga ng pagdaragdag ng 20% ng reserba, nakakakuha kami ng 2400 W. Ang thermal power na ito ay ibinibigay ng isa o dalawang radiator, kung mayroong dalawang bintana sa silid - sa ilalim ng bawat bintana. Ayon sa talahanayan, nakikita natin na ang mga tubo na may panloob na diameter na 8 mm ay kinakailangan upang masakop ang kapangyarihang ito, ngunit ang 10 mm ay angkop din. Siyempre, ang lahat ng ito ay mga kondisyon na kalkulasyon, ngunit makakatulong ito sa iyo na mag-navigate sa badyet para sa pagbili ng mga tubo.
Sa wakas, tandaan namin na ito ay mas mahusay na hindi upang i-save sa heating pipe - ito ay magliligtas sa iyo mula sa maraming mga problema.Ang mga produkto ng naturang mga tagagawa tulad ng Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast ay napatunayang mabuti ang kanilang sarili.
Mga pamamaraan para sa pagkonekta ng mga tubo ng tanso
Hinang
Ito ay nangyayari medyo bihira. Ang isang welding torch ay nag-uugnay sa malalaking diameter na mga tubo ng tanso para sa pagpainit (nagsisimula sa diameter na 108 mm);
Koneksyon ng mga tubo ng tanso na may mga kabit ng tambutso.
Ang isang butas ay ginawa sa loob ng tubo, ang mga cam ay ipinasok at ang isang socket ay nakuha gamit ang isang espesyal na tool. Ang isang medyo matrabaho at mamahaling paraan upang ikonekta ang mga tubo, kailangan mo ng isang espesyal na makina at hindi iginagalang ng mga installer ang pagpipiliang ito sa pag-mount.
Gumugulong
Ang paraan ng pagkonekta ng mga tubo ng tanso ay mabuti, ngunit hindi ito ginagamit sa mga sistema ng pag-init. Ito ay napakabihirang makahanap ng isang flared na bahagi, at pagkatapos ay gawa sa pabrika.
Angkop sa compression
Nangyayari medyo madalas. Binubuo ito ng tatlong bahagi: isang nut, isang o-ring at ang angkop mismo sa anyo ng isang sulok. Prinsipyo ng koneksyon: isang nut, isang sealing ring at ang kabit mismo ay inilalagay sa isang tansong tubo. Pagkatapos ang nut ay baluktot at pinindot ang tubo sa angkop. Sa kabilang banda, ganoon din ang ginagawa.
Ang kawalan ng pamamaraang ito ng pagkonekta ng isang tubo ng tanso ay walang rekomendasyon kung anong puwersa ang higpitan ang nut sa fitting. Ginagawa ito ng lahat sa abot ng kanilang makakaya, at bilang resulta, maaaring mangyari ang pagtagas ng tubig.
Ang isa pang kawalan ay ang kondisyon na hindi pagkakahiwalay ng angkop, tk. ang sealing ring, kapag nakasuot sa pipe, pinuputol ito at nananatili magpakailanman. Samakatuwid, upang ayusin ang isang seksyon ng pipe (alisin ang isang angkop), kinakailangan upang i-cut ang seksyon ng pipe na ito at magpasok ng bago.
Kung bibigyan ka ng compression fitting, mas mabuting tumanggi at humingi ng iba.
Pindutin ang angkop
Ito ay bihira, dahil.ang master ay nangangailangan ng isang hanay ng mga espesyal na plays (mga labindalawa) at isang mamahaling pindutin upang mai-install ito. Ang prinsipyo ng koneksyon: ang angkop ay itinapon sa ibabaw ng tubo at na-clamp ng mga sipit ng nais na uri. Ang resulta ay isang ganap na malakas na hindi mapaghihiwalay na koneksyon.
Ang pagkakaiba sa pagitan ng pagproseso ng mga malambot at matigas na pipe fitting na ito.
Ang isang manggas ng suporta ay dapat na maipasok sa loob ng malambot na tubo ng tanso kapag nag-i-install ng compression fitting. Pinapayagan ka ng manggas na i-save ang geometry ng pipe kapag pinipiga ang singsing ng suporta.










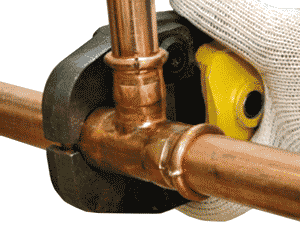
Paghihinang mga tubo ng tanso
Ang pamamaraan ay nagbibigay-daan upang makakuha ng isang mataas na kalidad na koneksyon ng isang tansong tubo gamit ang murang kagamitan. Ito ay karaniwang propane torch para sa maliliit na diameter ng tubo. Para sa mga tubo na may diameter na higit sa 54 mm, angkop ang isang acetylene-air torch.
Mayroong dalawang uri ng paghihinang - matigas at malambot (mataas at mababang temperatura). Ang matigas na paghihinang ay ginagawa sa mas mataas na temperatura kaysa sa malambot na paghihinang. Mayroong isang opinyon na ang matigas na paghihinang ay mas malakas kaysa sa malambot na paghihinang. Hindi ito totoo.
Ang matigas na paghihinang ay hindi gaanong advanced sa teknolohiya kaysa sa malambot na paghihinang. Upang maghinang gamit ang matapang na paghihinang, kailangan mo lamang ilagay ang angkop sa tubo, painitin ang junction sa isang madilim na kulay na pulang-pula, at pagkatapos ay ikabit ang panghinang.
Ang malambot na paghihinang ay kinabibilangan ng:
- Nililinis ang joint sa isang metal na kinang,
- Nililinis ang panloob na ibabaw ng angkop,
- aplikasyon ng flux,
- nag-uugnay na mga bahagi,
- Pag-alis ng labis na pagkilos ng bagay
- Talagang paghihinang.
Ang pangunahing pagkakaiba sa pagitan ng malambot na paghihinang at matigas na paghihinang ay pagkatapos ng malambot na paghihinang, ang tansong tubo ay may mas malinis na hitsura kaysa pagkatapos ng matapang na paghihinang.Sa panahon ng matigas na paghihinang, ang tubo ay nagiging napakainit, nagitim sa kapal, natatakpan ng mga natuklap - imposibleng linisin ito, hindi ito magiging hitsura ng isang makintab na tubo ng tanso, ito ay magiging itim. Pagkatapos ng matigas na paghihinang, ang silid ng boiler ay mukhang pangit, kaya kung nag-aalok sila ng matapang na paghihinang, mas mahusay na tanggihan. Ang malambot na panghinang lamang ang dapat gamitin.
Ang matigas na paghihinang ng isang tubo na tanso ay angkop para sa mga kasong iyon kapag hindi isang likido, ngunit ang isang gas ay dadalhin sa pamamagitan ng pipeline. Halimbawa, para sa mga sistema ng air conditioning, mga sistema para sa pagdadala ng anumang mga gas, ang matigas na paghihinang lamang ang pinapayagan, dahil ang mga residue ng flux na inilapat sa pipe at ang panloob na ibabaw ng fitting ay pumapasok sa pipeline at dapat hugasan.
Ang malambot na paghihinang ay angkop para sa mga hydraulic system bilang mukhang mas aesthetic.
Mga limitasyon kapag gumagamit ng mga tubo ng tanso
Para sa tanso, mayroong mga sumusunod na limitasyon sa pagpapatakbo dahil sa mga katangian ng metal:
- Ang lambot, na nagsisiguro sa plasticity ng mga tubo at ang kaginhawahan ng kanilang pag-install, ay nagpapataw ng limitasyon sa pinapayagang mga rate ng daloy ng tubig. Para sa isang mahabang buhay ng serbisyo ng sistema ng supply ng tubig, ang mga halaga ay hanggang sa 2 m / s ay pinakamainam.
- Dahil sa lambot ng tanso, ang mga sumusunod na kinakailangan ay ipinapataw sa kadalisayan ng tubig - hindi ito dapat maglaman ng mga impurities sa makina, na nakamit sa pamamagitan ng pag-install ng naaangkop na mga filter sa pumapasok. Ang mga nasuspinde na particle ay maaaring magdulot ng erosion (washout ng pipe wall material) dahil sa mekanikal na epekto.
- Ang ibabaw ng tanso ay natatakpan ng isang oxide film na natural na nangyayari at isang protective layer. Ang chlorine na naroroon sa tubig ay nagpapalit ng pelikulang ito sa isang tunay na patina, na nagbibigay sa tubo ng mas higit na proteksyon.Ito ay nangyayari lamang kapag ang kabuuang tigas ng daloy ng tubig ay 1.42–3.1 mg/l na may pH sa hanay na 6.0–9.0. Kung hindi, ang patina ay masisira, at ito ay hahantong sa patuloy na pagpapanumbalik nito dahil sa pagkonsumo ng tanso, na maaaring makabuluhang bawasan ang buhay ng pipeline.
- Sa supply ng inuming tubig, ang paggamit ng lead solder ay hindi pinapayagan para sa pagkonekta ng mga tubo (lead ay isang nakakalason na substance).
- Kapag nag-i-install ng isang pipeline ng tanso, kinakailangan na isagawa ang lahat ng mga operasyon upang hindi mabawasan ang buhay ng serbisyo ng system mula sa tinatayang 50 taon. Kapag baluktot ang mga tubo, ang kanilang mga creases ay hindi pinapayagan, dahil ito ay lalabag sa laminar na daloy ng tubig. Ang tubo ay hindi dapat baluktot. Sa kaganapan ng isang jam, ang pag-edit ay isinasagawa nang hindi hihigit sa 1 beses.
- Ang mga burr at burr na nabuo pagkatapos ng paghihinang ay dapat na alisin, dahil nag-aambag sila sa paglitaw ng mga magulong eddies sa daloy ng tubig na may kasabay na pagguho, na hahantong sa pagbawas sa buhay ng serbisyo ng pipeline ng tanso.
- Ang sobrang pag-init sa panahon ng paghihinang, lalo na ang malakas, ay maaaring humantong sa isang tumutulo na joint o pagkawala ng lakas ng tanso, hanggang sa isang bugso ng hangin.
- Ang pagkilos ng bagay na ginamit sa paghihinang ay dapat alisin sa pamamagitan ng paghuhugas, dahil ito ay isang agresibong sangkap at maaaring mag-ambag sa kaagnasan ng tubo.
- Ipinagbabawal na i-mount ang mga elemento na gawa sa aluminyo, sink, bakal pagkatapos ng mga tubo ng tanso sa direksyon ng daloy ng tubig upang maiwasan ang kaagnasan ng huli. Kung ang kundisyong ito ay hindi natutugunan, ang paggamit ng mga passive anodes (mula sa magnesium, halimbawa) ay kinakailangan.
- Ang paglipat mula sa tanso patungo sa isang tubo na gawa sa iba pang mga metal ay inirerekomenda na isagawa sa pamamagitan ng tanso, tanso o hindi kinakalawang na asero na mga kabit upang maiwasan ang mabilis na kaagnasan ng huli.
Sa kabila ng umiiral na mga paghihigpit sa paggamit, ngayon ang mga tubo ng tanso ay itinuturing na pinakamahusay na materyal para sa pag-aayos ng mga sistema ng pagtutubero.
Mga pamamaraan para sa pagkonekta ng mga pipeline ng tanso
Sa pagsasagawa, ang mga tubo ng tanso para sa pagpainit ay konektado sa mga sumusunod na paraan.
Ang paghihinang ng capillary ay ang pinaka maaasahang paraan ng pag-mount. Upang gawin ito, kakailanganin mo ng isang tanglaw at espesyal na panghinang.
 Ang susunod na pinaka-maaasahang paraan ay ang koneksyon sa mga press fitting. Ang pamamaraang ito ay nangangailangan ng paggamit ng pagpindot sa mga sipit. Sa kabila ng katotohanan na ang pamamaraang ito ay medyo mas mababa sa kalidad ng paghihinang, madalas itong ginagamit, dahil halos hindi ito nangangailangan ng espesyal na pagsasanay. Ang paggamit ng pamamaraang ito ng koneksyon ay posible kung ang presyon ng carrier ng enerhiya ay hindi lalampas sa 10 atmospheres.
Ang susunod na pinaka-maaasahang paraan ay ang koneksyon sa mga press fitting. Ang pamamaraang ito ay nangangailangan ng paggamit ng pagpindot sa mga sipit. Sa kabila ng katotohanan na ang pamamaraang ito ay medyo mas mababa sa kalidad ng paghihinang, madalas itong ginagamit, dahil halos hindi ito nangangailangan ng espesyal na pagsasanay. Ang paggamit ng pamamaraang ito ng koneksyon ay posible kung ang presyon ng carrier ng enerhiya ay hindi lalampas sa 10 atmospheres.
Koneksyon sa mga compression fitting. Ang pinakamadaling paraan upang sumali sa mga bahagi ng tanso ng sistema ng pag-init, ang mga wrenches lamang ng tamang sukat ay kinakailangan mula sa kagamitan. Ang pagiging simple na ito ay medyo nakakaapekto sa kalidad ng koneksyon, ang dahilan para sa problema ay kadalasang namamalagi sa kalidad ng mga kabit, at hindi sa pipe mismo.
Paano gawing simple ang pag-install ng pagpainit
Narito kung ano pa ang kagiliw-giliw na malaman tungkol sa pagpainit mula sa mga tubo ng tanso - ang pag-install ng system ay maaaring lubos na pinasimple at gawing mas maaasahan. Ito ay posible dahil sa ang katunayan na ang mga metal pipe ay tanso, sila ay lubos na malagkit. Bilang karagdagan, ang naturang tubo ay ginawa hindi lamang sa anyo ng mga sinusukat na materyales, posible na bilhin ito sa mga bay na may malaking haba. Ito ay nagbibigay-daan sa iyo upang i-mount ang system na may halos walang linear joints.
Sa kasong ito, ang kinakailangang pagsasaayos ng linya ng pag-init ay nakamit sa pamamagitan ng pagyuko ng tubo, hindi mo na kailangang gumamit ng mga kabit sa sulok. Mayroon ding posibilidad ng transverse insertion ng mga tubo na may kasunod na paghihinang.
Upang yumuko ang tubo ng tanso at maiwasan ang pagpapapangit nito, magpatuloy bilang mga sumusunod.
Upang yumuko ang mga tubo ng pagpainit ng tanso nang walang preheating, kakailanganin mong gumamit ng isang espesyal na aparato - isang pipe bender. Pinapayagan ka nitong makakuha ng isang naibigay na anggulo ng baluktot, habang pinipigilan ang pagpapapangit ng tubo. Kung susubukan mong gawin ito nang manu-mano, makakakuha ka ng nasira na materyal, dahil sa halos lahat ng mga kaso ang panloob na seksyon ay makabuluhang nabalisa, na lumilikha ng karagdagang pagtutol, na nagiging sanhi ng pagbawas sa sirkulasyon ng carrier ng enerhiya.
Ang mas simple, at higit na hindi nangangailangan ng mga kumplikadong aparato, ay ang baluktot ng mga pinainit na tubo. Upang gawin ito, ang mga tubo ay pinainit ng isang burner, dapat muna silang ilagay sa isang espesyal na spiral, na maiiwasan ang pagbaba sa cross section. Ang liko ay ginawa ng isang makinis na paggalaw nang walang mga jerks.










Tandaan, posible na iwasto ang anggulo lamang pagkatapos ng pag-init, ngunit hindi rin ito kanais-nais, ang gayong epekto ay maaaring makaapekto sa mga katangian ng tubo.
Paghihinang ng maliliit na ugat
Ang pamamaraang ito ng pagkonekta ng mga tubo ng tanso ay batay sa pagkilos ng mga puwersa ng pag-igting sa ibabaw, na nagbibigay-daan sa iyo upang punan ang magkasanib na mga konektadong elemento na may panghinang.
Upang makakuha ng mataas na kalidad na koneksyon, ang mga sumusunod na kondisyon ay dapat matugunan:
- Ang mga bahagi na pagsasamahin ay konektado sa paraan ng socket. Upang gawin ito, ang dulo ng isang elemento ay dapat na sumiklab (pinalawak), tandaan na ang agwat sa pagitan ng mga tubo sa magkasanib na bahagi ay dapat na ikasampu ng isang milimetro.Para sa layuning ito, mas mahusay na gumamit ng isang espesyal na expander o flanging tool (para sa pagpasok ng pipe).
- Ang mga tubo ay nalinis, depende sa panghinang, dapat silang tratuhin ng isang pagkilos ng bagay.
- Matapos ikonekta ang mga workpiece, simulan ang pantay na init ng joint. Matapos maabot ang kinakailangang temperatura, dalhin ang solder wire sa apoy. Sa panahon ng proseso ng pagtunaw, pupunuin ng likidong panghinang ang buong espasyo sa pagitan ng mga tubo sa magkasanib na bahagi.
Ang teknolohiya ng paghihinang ng maliliit na ugat, siyempre, ay may sariling mga nuances, ang pagsasaalang-alang na imposible sa dami ng isang artikulo. Ngunit ang ganitong uri ng koneksyon ay ang pinaka ginagamit, dahil ang pagpainit na may mga tubo ng tanso ay dapat na maganda upang tumugma sa gastos nito.
No. 6. Mga tubo ng tanso para sa pagpainit
Ipagpatuloy natin ang pag-aaral ng mga metal heating pipe. Ang mga tubo ng tanso ay nagsimulang gamitin noong ika-17 siglo at aktibong ginagamit pa rin, sa kabila ng hitsura ng mga mas murang opsyon.
Mga kalamangan:
- tibay kumpara sa buhay ng mga gusali. Ang mga tubo at mga kabit na tanso ay hindi nawawala ang kanilang mga katangian sa loob ng 100 taon o higit pa;
- paglaban sa kaagnasan, mataas na higpit, kawalan ng kakayahang magpasa ng hangin at makaipon ng mga deposito sa panloob na ibabaw, samakatuwid, sa paglipas ng mga taon, ang throughput ng mga tubo ay hindi bumababa;
- mataas na thermal conductivity;
- paglaban sa mga labis na temperatura (saklaw ng temperatura ng pagpapatakbo mula -200 hanggang +500С) at mga pagtaas ng presyon sa system;
- aesthetic na hitsura.
Ang pangunahing kawalan ay ang mataas na presyo. Hindi lamang mahal ang materyal mismo, kundi pati na rin ang mga pangunahing tagagawa ay puro sa labas ng bansa.
Kung isasaalang-alang natin ang tibay ng materyal at ang kawalan ng mga problema sa susunod na 100 taon, kung gayon ang gastos ay hindi mukhang tulad ng isang makabuluhang disbentaha.Kung ang isyu ng pagpili ng mga tubo ng pag-init ay hindi nakasalalay sa badyet, kung gayon ang mga tubo ng tanso ang magiging pinakamahusay na pagpipilian.
Ang proseso ng pag-install ay tiyak, kaya mas mahusay na humingi ng tulong mula sa mga propesyonal.
Upang ang sistema ng pag-init ay maglingkod sa loob ng maraming taon, mas mainam na huwag pagsamahin ang mga tubo ng tanso na may mga hindi pinaghalo na bakal na tubo. Ang huli ay magkakaroon ng kalawang nang napakabilis. Kung ang gayong kumbinasyon ay hindi maiiwasan, pagkatapos ay hayaan ang mga tubo ng bakal na nasa harap ng mga tubo ng tanso sa direksyon ng paggalaw ng tubig.

Iba't ibang mga produktong tanso

Ang mga tubo ng tanso ay inuri ayon sa iba't ibang pamantayan. Ang isa sa mga pangunahing ay ang paraan ng paggawa ng mga ito. Ayon sa pamantayang ito, ang mga produkto ay nahahati sa mga sumusunod na uri:
- Mga tubo na tanso na walang annealed. Ang mga ito ay gawa sa purong metal sa pamamagitan ng rolling o stamping. Ang mga tubo ay may mataas na lakas at madaling makatiis ng presyon ng 450 MPa. Ang paggamit ng pamamaraang ito ay may ilang mga kawalan. Ang resulta ay isang materyal na may pinababang plasticity, na medyo nililimitahan ang saklaw nito.
- Annealed. Ang pagproseso ng tubo ay isinasagawa gamit ang isang espesyal na teknolohiya. Ang kakanyahan nito ay nakasalalay sa pag-init ng materyal sa 700 degrees, na sinusundan ng paglamig. Ang paglamig ay isinasagawa nang paunti-unti. Bilang resulta ng naturang pagproseso, nawawalan ng lakas ang mga produktong tanso. Sa halip, tumataas ang kaplastikan nito. Dahil sa tampok na ito, ang tubo ng tanso ay malawakang ginagamit para sa pagtatayo ng isang pipeline na may kumplikadong pagsasaayos.
Ayon sa mga pamantayan, ang mga tubo ng tanso ay ginawa sa tatlong uri, na may mga pagkakaiba sa katangian sa mga tuntunin ng mga katangian ng mekanikal at pagpapatakbo. Kaya, depende sa antas ng katigasan, ang mga produktong tanso ay nahahati sa mga sumusunod na uri:
- Solid.Ang mga produkto ay malawakang ginagamit para sa piping, na dapat ay may mataas na lakas. Ang pamamahagi ng tubo sa panahon ng proseso ng pag-install ay isinasagawa lamang sa pamamagitan ng preheating. Maaaring maraming pagliko ang pipeline. Upang yumuko ang tubo sa napiling anggulo, dapat kang gumamit ng pipe bender.
- Semi-solid. Ang mga tubo ng tanso ng ganitong uri ay madaling makatiis ng pagpapalawak kung ang diameter ay nadagdagan ng 15%. Ang produkto ay may higit na plasticity kaysa sa nakaraang materyal. Ngunit, gayunpaman, kailangan mo ng pipe bender para sa baluktot.
- Malambot na mga tubo. May kakayahang makatiis sa pamamahagi na may isang quarter na pagtaas sa diameter. Sa kasong ito, walang mga puwang at bitak. Ang produkto ay madaling yumuko. Para sa mga ito, ang materyal ay hindi kailangang magpainit. Ang malambot na mga tubo ng tanso ay malawakang ginagamit para sa pagpainit at mga sistema ng supply ng tubig. Malawak din silang ginagamit sa paglalagay ng underfloor heating.
Gayundin, ang mga tubo ng tanso ay inuri ayon sa hugis ng seksyon. Ang mga ito ay bilog o hugis-parihaba. Ang huling pagpipilian ay mas mahal. Ang mga parihabang tubo ay ginagamit para sa paggawa ng mga espesyal na konduktor sa mga de-koryenteng kagamitan. Gayundin, ang mga tubo ng tanso ay maaaring magkaroon ng iba't ibang kapal ng dingding (0.6 - 3 mm) at diameter (12 - 267 mm). Sa iba't ibang lugar, ginagamit ang mga produkto na may ilang partikular na parameter. Kaya, Ang mga tubo ay ginagamit upang bumuo ng isang pipeline ng gas, ang kapal ng pader na kung saan ay 1 mm, at sa pagtutubero - 2 mm.
Produksyon
Para sa pagtatayo ng mga pipeline para sa supply ng tubig at pagpainit, ginagamit ang mga walang tahi na produktong tanso. Ginagawa ang mga ito gamit ang tatlong teknolohiya:
- malamig na rolling - ang pagpapapangit ng metal workpiece ay nangyayari kapag dumadaan sa pagitan ng mga umiikot na roll. Ang isang through hole ay nilikha ng paraan ng firmware.Pagkatapos ang manggas ay naka-calibrate sa nais na mga sukat;
- malamig na pagguhit - batay sa paghila ng workpiece sa pamamagitan ng tool sa pagguhit (drawing tool) na may espesyal na channel na tapering ang haba. Sa proseso ng pagguhit, ang metal ay naka-compress sa kinakailangang mga geometric na parameter at nakaunat sa haba;
- hot pressing - pagkuha ng pipe sa pamamagitan ng extrusion (extrusion) sa pamamagitan ng outlet ng matrix.
Sa produksyong pang-industriya, maaaring gamitin ang isa sa mga teknolohiyang ito o kumbinasyon ng mga ito. Ang komposisyon ng kagamitan at teknolohikal na operasyon ay maaaring may ilang pagkakaiba, ngunit ang pangunahing proseso ng pagmamanupaktura ay palaging binubuo ng mga sumusunod na hakbang:
- paghahanda ng workpiece;
- malamig na rolling o pagguhit o mainit na pagpindot;
- paggamot sa init;
- pagpapadulas ng mga tubo at kasangkapan;
- pagproseso ng tapos at intermediate na mga produkto;
- pagputol sa mga sinusukat na bahagi o paikot-ikot sa mga coils;
- kontrol sa kalidad ng mga natapos na produkto.
Paraan #2: Grooving (Roll Groove)
Ang mga pipeline na nilikha sa pamamagitan ng isang koneksyon na may mga end grooves (knurling grooves) ay ginagawa nang mahabang panahon sa pagtatayo ng sprinkler (irrigation) fire system. Mula noong 1925, ang ganap na maaasahang paraan ng pagkonekta ng mga tubo ay ginagamit sa mga pipeline ng bakal at bakal para sa pagpainit, bentilasyon, air conditioning at iba pang mga sistema.










Samantala, available din ang isang katulad na knurled mechanical connection method para sa mga copper pipe na may diameter na 50mm hanggang 200mm. Ang knurled mechanical connection kit ay naglalaman ng:
- mga coupling,
- mga gasket,
- iba't ibang mga kabit.
Ang mechanical knurling system ay nag-aalok ng praktikal na alternatibo sa pagpapatigas ng mas malalaking diameter na mga tubo ng tanso. Alinsunod dito, ang paraan ng knurling ay hindi nangangailangan ng karagdagang pag-init (paglalapat ng isang bukas na apoy), tulad ng sa kaso ng paghihinang. matigas o malambot na panghinang.
Ang knurling groove sa dulo ng copper pipe ay isa sa mga pangunahing elemento ng paraan ng koneksyon na "knurled groove". Ang pagsukat pagkatapos ng pag-roll ay tumutukoy sa angkop na angkop
Ang koneksyon ng uka ay batay sa mga katangian ng ductility ng tanso at ang pagtaas ng lakas ng metal na ito sa panahon ng malamig na pagtatrabaho. Ang disenyo ay nagsasangkot ng pag-sealing ng clamping system, kung saan ginagamit ang isang synthetic elastomer gasket (EPDM - Ethylene Propylene Diene Methylene) at isang espesyal na idinisenyong clamp. Ang isang bilang ng mga tagagawa sa buong mundo ay nag-aalok ng mga tool para sa paglikha ng mga joint ng uka - mga gasket, clamp, fitting.
Ang mga fitting ng iba't ibang laki at work clamp na may gaskets ay ginagamit sa disenyo ng mga koneksyon na ginawa ng knurled groove method
Paghahanda at paggawa ng isang knurled groove connection
Tulad ng iba pang mga proseso ng pagsali sa tanso na walang solder, ang tamang paghahanda ng dulo ng tubo ay pangunahing kahalagahan sa paglikha ng isang malakas, masikip na hinang. Ang tamang pagpili ng knurling tool para sa bawat uri ng copper pipe ay halata din. Dapat sundin ang mga rekomendasyon ng tagagawa upang matiyak na ligtas, walang problema ang paghahanda ng mga ganitong uri ng koneksyon.
Talaan ng mga pinahihintulutang presyon at temperatura para sa ganitong uri ng koneksyon
| Uri ng koneksyon | Saklaw ng presyon, kPa | Saklaw ng temperatura, ºC |
| Groove, D = 50.8 - 203.2 mm, type K, L | 0 — 2065 | minus 35 / plus 120 para sa K minus 30 / plus 80 para sa L |
| Roll groove, D = 50.8 - 101.2 mm, D = 50.8 - 203.2 mm type M | 0 — 1725 | minus 35 / plus 120 |
| 0 — 1375 | minus 30 / plus 80 |
Hakbang-hakbang na proseso para sa pag-assemble ng buhol na may knurling grooves:
- Gupitin sa laki ang mga dulo ng mga tubo ng tanso na eksaktong patayo sa axis.
- Alisin ang mga burr pagkatapos ng pagputol at chamfer.
- I-roll ang mga grooves sa nais na mga sukat ayon sa kinakailangan ng angkop na tagagawa.
- Suriin ang mga kabit, gasket, clamp para sa pinsala.
- Lubricate ang mga gasket ayon sa mga rekomendasyon ng tagagawa.
Bago ang huling pagpupulong, siyasatin ang mga clamping surface para sa kalinisan at mga labi. Ipunin ang tambalan ayon sa mga rekomendasyon ng tagagawa.
Praktikal na binuo ang fragment ng node gamit ang "knurling groove" na paraan. Ang mga nababanat na gasket ng clamping bracket ay ginagamot ng isang maliit na halaga ng pampadulas bago ang huling pag-upo ng mga tubo ng tanso.
Ang mga clamp nuts ay dapat na sa wakas ay higpitan sa kinakailangang metalikang kuwintas ayon sa mga rekomendasyon ng tagagawa. Matapos higpitan ang mga tornilyo, ang lugar ng pag-clamping ay dapat na muling suriin upang matiyak na ang pagpupulong ay maayos na naka-assemble.
Pagsubok sa kumpletong knurled system
Ang pagsubok ng isang kumpletong sistema ng tubo ay maaaring isagawa sa pamamagitan ng paglalagay ng presyon ng hangin o tubig sa system. Ang hydropneumatic na paraan ay hindi rin ibinukod kapag ang isang medyo mataas na presyon ng pagsubok ay inilapat.
Gayunpaman, dapat itong isaalang-alang na ang halaga ng presyon ng pagsubok ay hindi dapat lumampas sa maximum na pinapayagang presyon ng pagtatrabaho na tinukoy ng tagagawa ng knurled groove system.
No. 7. Mga tubo ng polypropylene para sa pagpainit
Ang mga polypropylene pipe ay ginawa batay sa mga polimer, mayroong ilang mga uri ng naturang mga tubo, ngunit ang mga tubo ng PP mula sa espesyal na propylene ay karaniwang ginagamit sa sistema ng pag-init. Ang mga materyales ng thermoplastic group, na kinabibilangan ng lahat ng uri ng polypropylene pipe, ay hindi matatag sa mataas na temperatura, samakatuwid, para sa mga sistema ng pag-init, kinakailangan na kumuha lamang ng mga reinforced pipe, mas mabuti na may fiberglass. Kaya, halimbawa, ang mga tubo ng uri ng PN25 ay pinalakas, makatiis ng presyon sa system hanggang sa 25 atm at isang temperatura ng +95C na may panandaliang pagtaas sa +120C.

Mga kalamangan:
- medyo mahabang buhay ng serbisyo. Ayon sa mga tagagawa, ang tibay ay umabot sa 50 taon;
- paglaban sa kaagnasan. Ang panloob na ibabaw ng mga tubo ay nananatiling makinis sa buong buhay ng serbisyo, nang hindi napipinsala ang throughput. Dahil sa higpit, ang oxygen ay hindi pumasa sa system at hindi nakakasira ng mga elemento ng metal nito;
- mataas na mekanikal na lakas;
- magaan ang timbang;
- paglaban sa mababang temperatura. Kung ang tubig ay nagyelo sa tubo, hindi mo kailangang mag-alala tungkol sa integridad - dahil sa kakayahang palawakin, ang materyal ay hindi masisira at babalik sa orihinal nitong hugis pagkatapos ng lasa;
- hermetic na koneksyon, na ibinibigay ng mga espesyal na kabit at hinang;
- medyo madaling proseso ng pag-install. Upang ikonekta ang mga indibidwal na elemento na may mga kabit, ginagamit ang isang espesyal na welding machine, na sikat na tinatawag na isang bakal at isang panghinang na bakal. Tumatagal ng ilang segundo upang hinangin ang kasukasuan, at hindi mahirap matutunan kung paano magtrabaho kasama ang aparato;
- mababang antas ng ingay kapag ang tubig ay gumagalaw sa mga tubo, lalo na kung ihahambing sa mga katapat na metal;
- ganap na hindi nakakapinsala sa kalusugan;
- medyo mababang presyo.Ang mga polypropylene pipe ay mas mura kaysa sa metal-plastic o stainless steel pipe.
Kabilang sa mga disadvantages:
- kawalan ng kakayahang gamitin sa mga lugar na mapanganib sa sunog;
- ang mataas na linear expansion ay nagreresulta sa pangangailangang gumamit ng mga compensator.
Kadalasan, ang mga disadvantages ay kinabibilangan ng mababang init na paglaban, mababang higpit at kawalang-tatag sa martilyo ng tubig. Ito ay dahil sa maling pagpili ng mga polypropylene pipe. Para sa mga sistema ng pag-init, kailangan lamang ng mga reinforced na produkto na hindi lumubog, makatiis ng mataas na temperatura at presyon. Bilang karagdagan, ang proseso ng produksyon ay may malaking kahalagahan: kung ang teknolohiya ay nilabag, ang mga tubo ng hindi sapat na kalidad ay lumabas, kaya mas mahusay na bigyan ng kagustuhan ang mga pinagkakatiwalaang kilalang tagagawa.










Pangkalahatang-ideya ng paghahambing ng presyo
Sa pagtatayo, mga tindahan ng pagtutubero maaari kang bumili ng mga tubo ng pag-init na ginawa mula sa iba't ibang mga materyales:
- tanso. Ang average na presyo para sa 1 metro (diameter 20 mm) ay 250 rubles. Pinahihintulutang temperatura ng gumaganang likido - hanggang sa 500 degrees Celsius. Nagpapadala sila ng mga ligaw na alon, na isang kawalan.
- Polypropylene. Ang average na presyo para sa 1 metro ay 50 rubles. Angkop para sa mga likidong temperatura hanggang sa 95 degrees. Hindi sila nag-oxidize. Hindi makatiis ng malakas na water hammer.
- Metal-plastic. Ang average na presyo para sa 1 metro ay 40 rubles. Ang maximum na temperatura ay hanggang sa 150 degrees. Ang termino ng aktibong operasyon ay 15 taon.
Ang mga presyo ay nag-iiba depende sa diameter, kapal ng pader, katanyagan ng tagagawa.
 Mga tubo ng tanso para sa pagpainit
Mga tubo ng tanso para sa pagpainit
Mga uri
Mga uri ng polypropylene pipe, depende sa disenyo:
- solid - gawa sa homogenous na plastik;
- reinforced - dalawa o higit pang mga materyales ang ginagamit sa produksyon, na pinagsama sa bawat isa.
Ang mga reinforced tubes ay may ilang mga pagkakaiba mula sa mga solidong bahagi:
- ang panlabas na bahagi ay pinahiran ng aluminum foil;
- ang isang karagdagang patong ng aluminyo ay maaaring nasa loob ng bahagi;
- ang mga tubo ay maaaring palakasin ng fiberglass.
Pag-uuri ng mga polypropylene pipe na may reinforcement:
- aluminyo. Maaaring palakasin ng tuluy-tuloy na layer o mesh na may maliliit na butas. Ang pagkakaroon ng isang karagdagang layer ng metal ay nagbibigay ng pagbawas sa thermal expansion ng plastic, isang pagtaas sa lakas, paglaban sa presyon.
- Fiberglass. Mayroon silang isang layered na istraktura. Ang pangunahing mga layer ay dalawang layer ng polypropylene, sa pagitan ng kung saan mayroong isang reinforcing layer ng fiberglass.
- Metal-polimer. Binubuo ng 5 layer. Sa labas at loob ay polypropylene. Mga intermediate na layer - pandikit. Ang gitna ay aluminyo.
Ang mga teknikal na katangian ng mga reinforced na produkto ay mas mataas kaysa sa mga bahagi na gawa sa isang homogenous na materyal.
 Iba't ibang mga polypropylene pipe
Iba't ibang mga polypropylene pipe
Mga pagtutukoy
Mga teknikal na katangian ng mga polypropylene pipe:
- Frost resistance index - hanggang -15 degrees. Ang mga tubo na gawa sa materyal na ito ay hindi angkop para sa paggawa ng mga panlabas na tubo ng tubig.
- Mababang thermal conductivity. Dahil dito, ang likido ay umaabot mula sa isang dulo ng pipeline hanggang sa isa pa na may pinakamababang pagkakaiba sa temperatura.
- Ang density ng polypropylene ay 0.91 kg/cm2.
- Ang paglaban sa kemikal ng materyal.
- Mataas na rate ng linear expansion.
- Lakas ng mekanikal - 35 N / mm.
- Ang paglambot ng polypropylene ay nagsisimula sa 140 degrees.
- Heat resistance sa mga heat carrier - hanggang 120 degrees.
- Ang pagtunaw ng plastik ay nagsisimula sa 170 degrees.
- Ang operating pressure range ay 10-25 atmospheres.
Ang mga tubo mula sa materyal na ito ay ginawa na may mga diameter mula 10 hanggang 125 mm. Ang mga bahagi ay konektado gamit ang isang espesyal na panghinang na bakal. Salamat sa paghihinang, ang isang malakas, airtight seam ay nakuha.