- Pagpili ng isang lugar at paraan ng pag-install ng radiator
- Mga pamamaraan ng sirkulasyon ng coolant
- 5 Mga alamat at katotohanan tungkol sa mga tubo ng tanso para sa suplay ng tubig
- Pagmamarka at gastos
- Paraan #2: Grooving (Roll Groove)
- Paghahanda at paggawa ng isang knurled groove connection
- Pagsubok sa kumpletong knurled system
- Mga tool na kakailanganin mo
- Mga uri ng mga produktong tanso
- Mga opsyon para sa pagsali sa mga tubo na gawa sa tanso
- Pinagsamang hinang
- Naglalagablab na koneksyon
- Pindutin ang paraan ng koneksyon
- Mga koneksyon sa uri ng thread
- Pagpupulong sa sarili
- Pag-uuri ayon sa mga materyales ng paggawa
- Mga uri ng mga produktong tanso
- Sa pamamagitan ng appointment
- Ayon sa paraan ng pagmamanupaktura
- Sa pamamagitan ng hugis ng seksyon
- Ayon sa antas ng katigasan
- Mga uri ng paikot-ikot
Pagpili ng isang lugar at paraan ng pag-install ng radiator
Ang mga pagpipilian para sa pagkonekta ng mga radiator ng pag-init ay nakasalalay sa pangkalahatang pamamaraan ng pag-init sa bahay, ang mga tampok ng disenyo ng mga heaters at ang paraan ng pagtula ng mga tubo. Ang mga sumusunod na paraan ng pagkonekta ng mga radiator ng pag-init ay karaniwan:
- Lateral (unilateral). Ang mga inlet at outlet pipe ay konektado sa parehong gilid, habang ang supply ay matatagpuan sa itaas. Ang karaniwang paraan para sa mga multi-storey na gusali, kapag ang supply ay mula sa riser pipe. Sa mga tuntunin ng kahusayan, ang pamamaraang ito ay hindi mas mababa sa dayagonal.
- Ibaba.Sa ganitong paraan, ang mga bimetallic radiator na may ilalim na koneksyon o isang bakal na radiator na may ilalim na koneksyon ay konektado. Ang mga supply at return pipe ay konektado mula sa ibaba sa kaliwa o kanang bahagi ng device at konektado sa pamamagitan ng lower radiator connection unit na may mga union nuts at shut-off valves. Ang nut ng unyon ay naka-screw sa ibabang tubo ng radiator. Ang bentahe ng pamamaraang ito ay ang lokasyon ng mga pangunahing tubo na nakatago sa sahig, at ang mga radiator ng pag-init na may ilalim na koneksyon ay magkakasuwato na magkasya sa interior at maaaring mai-install sa makitid na mga niches.
- dayagonal. Ang coolant ay pumapasok sa itaas na pasukan, at ang pagbabalik ay konektado mula sa kabaligtaran patungo sa ibabang labasan. Ang pinakamainam na uri ng koneksyon na nagbibigay ng pare-parehong pag-init ng buong lugar ng baterya. Sa ganitong paraan, tama na ikonekta ang heating battery, ang haba nito ay lumampas sa 1 metro. Ang pagkawala ng init ay hindi hihigit sa 2%.
- Saddle. Ang supply at return ay konektado sa ilalim na mga butas na matatagpuan sa magkabilang panig. Ito ay ginagamit pangunahin sa mga sistema ng single-pipe kapag walang ibang paraan ang posible. Ang pagkawala ng init bilang resulta ng mahinang sirkulasyon ng coolant sa itaas na bahagi ng aparato ay umabot sa 15%.
PANOORIN ANG VIDEO
Kapag pumipili ng isang lugar para sa pag-install, maraming mga kadahilanan ang isinasaalang-alang upang matiyak ang tamang operasyon ng mga aparato sa pag-init. Ang pag-install ay isinasagawa sa mga lugar na hindi gaanong protektado mula sa pagtagos ng malamig na hangin, sa ilalim ng mga pagbubukas ng bintana. Inirerekomenda na mag-install ng baterya sa ilalim ng bawat window. Ang pinakamababang distansya mula sa dingding ay 3-5 cm, mula sa sahig at window sill - 10-15 cm.Na may mas maliliit na gaps, lumalala ang kombeksyon at bumababa ang lakas ng baterya.
Mga karaniwang pagkakamali kapag pumipili ng lokasyon ng pag-install:
- Ang puwang para sa pag-install ng mga control valve ay hindi isinasaalang-alang.
- Ang isang maliit na distansya sa sahig at window sill ay pumipigil sa tamang sirkulasyon ng hangin, bilang isang resulta kung saan bumababa ang paglipat ng init at ang silid ay hindi nagpainit sa itinakdang temperatura.
- Sa halip na ilang mga baterya na matatagpuan sa ilalim ng bawat window at lumikha ng isang thermal curtain, isang mahabang radiator ang pinili.
- Pag-install ng mga pandekorasyon na grilles, mga panel na pumipigil sa normal na pagkalat ng init.
Mga pamamaraan ng sirkulasyon ng coolant
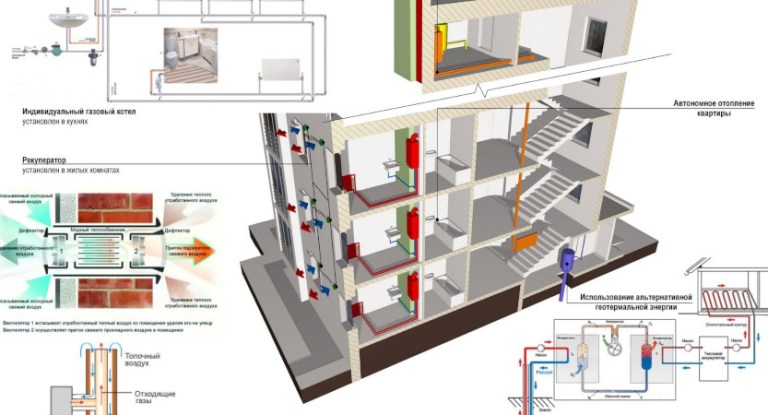
Ang sirkulasyon ng coolant sa pamamagitan ng mga pipeline ay nangyayari sa natural o sapilitang paraan. Ang natural (gravitational) na pamamaraan ay hindi kasama ang paggamit ng karagdagang kagamitan. Ang coolant ay gumagalaw dahil sa isang pagbabago sa mga katangian ng likido bilang isang resulta ng pag-init. Ang mainit na coolant na pumapasok sa baterya, lumalamig, ay nakakakuha ng mas malaking density at masa, pagkatapos nito ay bumagsak ito, at isang mas mainit na coolant ang pumapasok sa lugar nito. Ang malamig na tubig mula sa pagbabalik ay dumadaloy sa pamamagitan ng gravity papunta sa boiler at displaces ang naiinit na likido. Para sa normal na operasyon, ang pipeline ay naka-install sa isang slope na hindi bababa sa 0.5 cm bawat linear meter.
Scheme ng sirkulasyon ng coolant sa system gamit ang pumping equipment
Para sa sapilitang supply ng coolant, ang pag-install ng isa o higit pang mga circulation pump ay sapilitan. Ang pump ay naka-install sa return pipe sa harap ng boiler. Ang pagpapatakbo ng pag-init sa kasong ito ay nakasalalay sa suplay ng kuryente, gayunpaman, mayroon itong makabuluhang mga pakinabang:
- Ang paggamit ng mga tubo na may maliit na diameter ay pinapayagan.
- Ang pangunahing ay naka-install sa anumang posisyon, patayo o pahalang.
- Mas kaunting coolant ang kinakailangan.
5 Mga alamat at katotohanan tungkol sa mga tubo ng tanso para sa suplay ng tubig
Ang pagtutubero ng mga tubo ng tanso ay pinagkalooban ng isang bilang ng mga pagkukulang mula sa kategorya ng mga alamat, dahil sa kumpetisyon at kakulangan ng kamalayan.
1. Mataas na halaga ng copper pipeline. Ang ideyang ito ay nabuo salamat sa agresibong pag-advertise ng mga plastik na tubo. Sa katunayan, ang mga tubo ng tanso ay 2-3 beses na mas mahal kaysa sa mga plastik na tubo, ngunit ang mga kabit na gawa sa tanso ay nagkakahalaga ng 30-50 beses na mas mababa kaysa sa mga gawa sa polimer. Dahil ang mga paraan ng pag-install ng pipeline ay maaaring gamitin nang pareho, kung gayon ang mga gastos sa pag-install ng mga sistema mula sa mga materyales na ito ay humigit-kumulang pantay. Bilang resulta, ang halaga ng nakumpletong pipeline ay lubos na nakadepende sa topology ng system.
Sa kaso ng mahaba at walang sanga na mga network (pangunahing, halimbawa), ang mga plastic pipeline ay mas mura. Kapag gumagamit ng mahal, magagandang plastik, na idinisenyo para sa mataas na antas ng chlorination, ngunit hindi magagamit sa merkado ng Russia, ang mga sistema ng polimer ay malinaw na magiging mas mahal. Maaaring mai-install ang copper piping nang hindi gumagamit ng mga fitting, na ginagawang mas mura. At dahil sa tibay at mataas na pagiging maaasahan ng mga sistema ng tanso, ang halaga ng kanilang operasyon ay isang order ng magnitude na mas mababa kaysa sa mga plastik. Sa kaso ng pagtatapon ng ginamit na pipeline ng tanso, ang mga pondong ginastos ay ibinalik.
2. Ang tanso ay lason. Ganap na unsubstantiated assertion. Ang lason ay mga espesyal na compound ng tanso lamang na ginawa ng industriya (mga tina, asul na vitriol, iba pa) at hindi natural na nabuo sa pipeline. Ang mga oxide ng metal na ito, na higit sa lahat ay isang protective film (patina) sa ibabaw nito, ay hindi lason.Sa kabaligtaran, sila at ang tanso mismo ay may banayad na bactericidal at bacteriostatic na epekto, na, kapag gumagamit ng tubig mula sa naturang pipeline, tinitiyak ang mataas na nakakahawang kaligtasan.
3. klorin. Ang sangkap na ito sa dalisay nitong anyo ay isang napakalakas na ahente ng oxidizing, na ipinagbabawal para sa transportasyon sa pamamagitan ng mga tubo ng tanso. Ang epekto ng mga chlorine compound, kabilang ang mga ginagamit para sa pagdidisimpekta ng tubig, ang tanso ay ganap na nagpaparaya nang walang sakit. Sa kabaligtaran, ang pakikipag-ugnayan sa mga sangkap na ito ay nagpapabilis sa pagbuo ng isang proteksiyon na web sa ibabaw ng tanso. Samakatuwid, sa USA, sa panahon ng teknolohikal na pag-flush ng isang bagong pipeline, ang hyperchlorination ay isinasagawa upang mabilis na makakuha ng proteksiyon na layer.
Ang "problema ng chlorine" ay nagsimula sa tanso sa pagpapakilala ng mga plastik na tubo sa merkado ng pagtutubero. Ito ay dahil sa ang katunayan na kahit na ang mga chlorine compound na ginagamit sa pagdidisimpekta ng tubig ay may medyo nakakapinsalang epekto sa karamihan ng mga plastik. At ang ginintuang tuntunin ng matagumpay na marketing, tulad ng alam mo, ay nagsasabi: "Ilipat ang iyong sisihin sa isang katunggali - hayaan siyang bigyang-katwiran ang kanyang sarili."
4. Pagala-gala na agos. Ito ang mga agos na dumadaloy sa daigdig kapag ito ay ginagamit bilang conducting medium. Sa kasong ito, humantong sila sa kaagnasan ng mga bagay na metal sa lupa. Sa pagsasaalang-alang na ito, ang mga ligaw na alon ay walang kinalaman sa mga tubo ng tanso, na karamihan ay panloob.
Ipinagbabawal na gamitin ang parehong mga sistema ng tanso at bakal bilang pangunahing elektrod sa lupa. Kung ang panuntunang ito ay mahigpit na sinusunod, kung gayon walang mga problema sa kuryente ang lilitaw (kabilang ang mga ligaw na alon). Ang grounding, na tumatakbo sa emergency mode, ay pumasa lamang sa panandaliang kasalukuyang, na hindi makakasama sa pipeline.Ang mga problema ay lumitaw lamang kapag ang mga pangunahing patakaran para sa disenyo at pagpapatakbo ng mga electrical installation ay nilabag.
Pagmamarka at gastos
Ang mga tubo para sa pagpainit ay ginawa, minarkahan ayon sa GOSTs. Halimbawa, ang mga produkto na may kapal ng pader na 0.8-10 mm ay ginawa ayon sa mga pamantayan ng GOST 617-90. Ang isa pang pagtatalaga ay may kinalaman sa kadalisayan ng tanso, na kinokontrol ng GOST 859-2001. Kasabay nito, pinapayagan ang mga markang M1, M1p, M2, M2p, M3, M3.










Ayon sa pagmamarka, na ipinahiwatig sa mga ginawang produkto, maaari mong malaman ang sumusunod na impormasyon:
- hugis ng cross section. Itinalaga ng mga titik na KR.
- Haba - ang tagapagpahiwatig na ito ay may iba't ibang mga marka. BT - bay, MD - dimensional, KD - multiple dimensionality.
- Ang paraan ng paggawa ng produkto. Kung ang elemento ay hinangin, ang titik C ay ipinahiwatig dito. Ang titik D ay inilalagay sa mga iginuhit na produkto.
- Mga espesyal na tampok sa pagpapatakbo. Halimbawa, ang pagtaas ng mga teknikal na katangian ay ipinahiwatig ng titik P. Mataas na index ng plasticity - PP, nadagdagan ang katumpakan ng hiwa - PU, katumpakan - PS, lakas - PT.
- Katumpakan ng paggawa. Ang karaniwang tagapagpahiwatig ay ipinahiwatig ng titik H, nadagdagan - P.
Upang biswal na maunawaan kung paano basahin ang pagmamarka, kailangan mong maunawaan ang isang simpleng halimbawa - DKRNM50x3.0x3100. Pag-decryption:
- Ito ay gawa sa purong tanso, na itinalaga ng tatak ng M1.
- Ang produkto ay nababanat.
- Bilog ang hugis.
- Malambot.
- Panlabas na diameter - 50 mm.
- Kapal ng pader - 3 mm.
- Ang haba ng produkto ay 3100 mm.
Gumagamit ang mga tagagawa ng Europa ng isang espesyal na sistema ng pagmamarka ng DIN 1412. Inilapat nila ang pagtatalaga ng EN-1057 sa mga elemento ng supply ng tubig at mga sistema ng pag-init.Kasama dito ang bilang ng pamantayan ayon sa kung saan ginawa ang mga tubo, isang karagdagang elemento na kasama sa komposisyon - posporus. Ito ay kinakailangan upang madagdagan ang paglaban sa kalawang.
Mga tubo ng tanso sa isang pabrika
Paraan #2: Grooving (Roll Groove)
Ang mga pipeline na nilikha sa pamamagitan ng isang koneksyon na may mga end grooves (knurling grooves) ay ginagawa nang mahabang panahon sa pagtatayo ng sprinkler (irrigation) fire system. Mula noong 1925, ang ganap na maaasahang paraan ng pagkonekta ng mga tubo ay ginagamit sa mga pipeline ng bakal at bakal para sa pagpainit, bentilasyon, air conditioning at iba pang mga sistema.
Samantala, available din ang isang katulad na knurled mechanical connection method para sa mga copper pipe na may diameter na 50mm hanggang 200mm. Ang knurled mechanical connection kit ay naglalaman ng:
- mga coupling,
- mga gasket,
- iba't ibang mga kabit.
Ang mechanical knurling system ay nag-aalok ng praktikal na alternatibo sa pagpapatigas ng mas malalaking diameter na mga tubo ng tanso. Alinsunod dito, ang paraan ng uka ay hindi nangangailangan ng karagdagang pag-init (gamit ang isang bukas na apoy), tulad ng sa kaso ng pagpapatigas o malambot na paghihinang.
Ang knurling groove sa dulo ng copper pipe ay isa sa mga pangunahing elemento ng paraan ng koneksyon na "knurled groove". Ang pagsukat pagkatapos ng pag-roll ay tumutukoy sa angkop na angkop
Ang koneksyon ng uka ay batay sa mga katangian ng ductility ng tanso at ang pagtaas ng lakas ng metal na ito sa panahon ng malamig na pagtatrabaho. Ang disenyo ay nagsasangkot ng pag-sealing ng clamping system, kung saan ginagamit ang isang synthetic elastomer gasket (EPDM - Ethylene Propylene Diene Methylene) at isang espesyal na idinisenyong clamp.Ang isang bilang ng mga tagagawa sa buong mundo ay nag-aalok ng mga tool para sa paglikha knurled joints - mga gasket, clamp, fitting.
Ang mga fitting ng iba't ibang laki at work clamp na may gaskets ay ginagamit sa disenyo ng mga koneksyon na ginawa ng knurled groove method
Paghahanda at paggawa ng isang knurled groove connection
Tulad ng iba pang mga proseso ng pagsali sa tanso na walang solder, ang tamang paghahanda ng dulo ng tubo ay pangunahing kahalagahan sa paglikha ng isang malakas, masikip na hinang. Ang tamang pagpili ng knurling tool para sa bawat uri ng copper pipe ay halata din. Dapat sundin ang mga rekomendasyon ng tagagawa upang matiyak na ligtas, walang problema ang paghahanda ng mga ganitong uri ng koneksyon.
Talaan ng mga pinahihintulutang presyon at temperatura para sa ganitong uri ng koneksyon
| Uri ng koneksyon | Saklaw ng presyon, kPa | Saklaw ng temperatura, ºC |
| Groove, D = 50.8 - 203.2 mm, type K, L | 0 — 2065 | minus 35 / plus 120 para sa K minus 30 / plus 80 para sa L |
| Roll groove, D = 50.8 - 101.2 mm, D = 50.8 - 203.2 mm type M | 0 — 1725 | minus 35 / plus 120 |
| 0 — 1375 | minus 30 / plus 80 |
Hakbang-hakbang na proseso para sa pag-assemble ng buhol na may knurling grooves:
- Gupitin sa laki ang mga dulo ng mga tubo ng tanso na eksaktong patayo sa axis.
- Alisin ang mga burr pagkatapos ng pagputol at chamfer.
- I-roll ang mga grooves sa nais na mga sukat ayon sa kinakailangan ng angkop na tagagawa.
- Suriin ang mga kabit, gasket, clamp para sa pinsala.
- Lubricate ang mga gasket ayon sa mga rekomendasyon ng tagagawa.
Bago ang huling pagpupulong, siyasatin ang mga clamping surface para sa kalinisan at mga labi. Ipunin ang tambalan ayon sa mga rekomendasyon ng tagagawa.
Praktikal na binuo ang fragment ng node gamit ang "knurling groove" na paraan.Ang mga nababanat na gasket ng clamping bracket ay ginagamot ng isang maliit na halaga ng pampadulas bago ang huling pag-upo ng mga tubo ng tanso.
Ang mga clamp nuts ay dapat na sa wakas ay higpitan sa kinakailangang metalikang kuwintas ayon sa mga rekomendasyon ng tagagawa. Matapos higpitan ang mga tornilyo, ang lugar ng pag-clamping ay dapat na muling suriin upang matiyak na ang pagpupulong ay maayos na naka-assemble.
Pagsubok sa kumpletong knurled system
Ang pagsubok ng isang kumpletong sistema ng tubo ay maaaring isagawa sa pamamagitan ng paglalagay ng presyon ng hangin o tubig sa system. Ang hydropneumatic na paraan ay hindi rin ibinukod kapag ang isang medyo mataas na presyon ng pagsubok ay inilapat.
Gayunpaman, dapat itong isaalang-alang na ang halaga ng presyon ng pagsubok ay hindi dapat lumampas sa maximum na pinapayagang presyon ng pagtatrabaho na tinukoy ng tagagawa ng knurled groove system.
Mga tool na kakailanganin mo
Upang magsagawa ng karampatang pag-install, dapat kang magkaroon ng mga sumusunod na tool:
- Pipe cutter - dapat piliin batay sa partikular na uri ng pipe cross-section. Maaaring mekanikal o manu-mano;
- Sander - maaaring mapalitan ng papel de liha;
- Gas torch para sa paghihinang ng mga tubo ng tanso o paghihinang na may flux at solder.
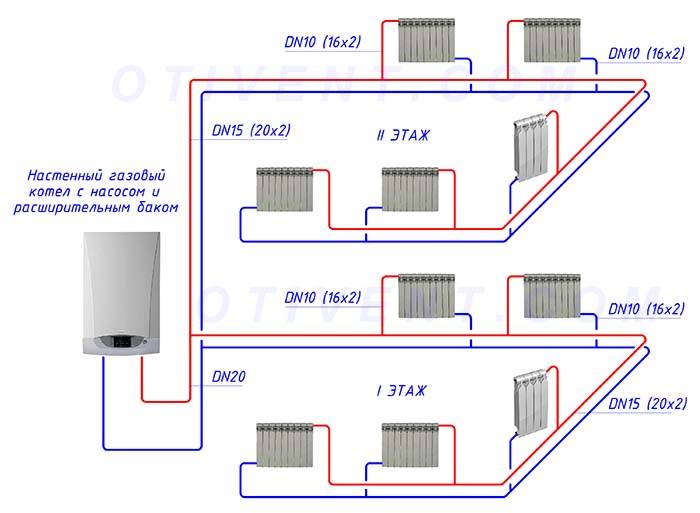
Ang trabaho ay nagsisimula sa pagguhit ng isang plano para sa sistema ng pag-init na may obligadong pagtatalaga ng mga lugar kung saan ang mga baterya ay binalak na mai-install. Ang susunod na hakbang ay ang pagputol ng tubo sa mga haba ng hiwa. Dapat itong isipin na ang mga dulo ay dapat na mahigpit na patayo. Ang mga hiwa na ispesimen ay dapat na walang burr. Ang mga kasukasuan ay dapat linisin ng pinong butil na papel de liha.










Ang isang flux ay inilapat sa nalinis na dulo ng tubo, pagkatapos nito (ang dulo) ay ipinasok sa radiator o angkop hanggang sa huminto ito.Pagkatapos nito, ang panghinang ay inilapat sa pinagsamang para sa paghihinang ng mga tubo ng pagpainit ng tanso. Ang mga bahagi ng isinangkot sa kantong ay pinainit gamit ang isang gas burner. Dapat gawin ang pangangalaga upang matiyak na ang apoy ay hindi hawakan ang panghinang. Ngunit, sa parehong oras, dapat itong matunaw upang mapunan ang mga puwang sa pagitan ng angkop at tubo.
Mga uri ng mga produktong tanso
Mayroong ilang mga klasipikasyon ng mga tubo ng tanso. Isaalang-alang natin ang ilan sa mga ito. Ayon sa paraan ng paggawa, ang mga produkto ay nakikilala:
- hindi na-annealed. Ang mga ito ay ginawa mula sa purong metal sa pamamagitan ng panlililak o pag-roll. Ang mga ito ay nailalarawan sa pamamagitan ng mataas na lakas ng makunat, na halos 450 MPa. Sa kasong ito, bumababa ang ductility ng metal, na lumilikha ng ilang mga paghihigpit sa paggamit ng mga bahagi.
- Annealed. Naiiba sila sa espesyal na teknolohiya sa pagproseso. Ang mga tubo ay pinainit sa 700C at pagkatapos ay unti-unting pinalamig. Bilang isang resulta, ang mga produkto ay medyo nawawalan ng lakas, ngunit nagiging mas ductile. Ang ganitong mga tubo ay perpektong umaabot, bago ang pahinga, ang haba ng elemento ay maaaring tumaas ng isa at kalahating beses. Ang mga produktong Annealed ay mas malambot, na pinapasimple ang kanilang pag-install.
Ang hugis ng seksyon ay nakikilala sa pagitan ng bilog at hugis-parihaba na mga elemento. Ang huli ay nakikilala sa pamamagitan ng isang mas mataas na gastos, na dahil sa pagiging kumplikado ng kanilang paggawa. Ginagamit ang mga ito para sa paggawa ng mga conductor sa stator windings ng mga de-koryenteng kagamitan na pinalamig ng isang likidong paraan. Ang mga karaniwang sukat ng mga produktong tanso na hindi naka-insulated sa mga tuntunin ng panlabas na diameter ay nag-iiba mula 12 hanggang 267 mm. Bilang karagdagan, ang bawat isa sa mga karaniwang sukat ay maaaring magkaroon ng ibang kapal ng pader, na nasa hanay mula 0.6 hanggang 3 mm. Para sa supply ng gas, ginagamit ang mga produkto na may pinakamababang kapal na 1 mm.Sa pagtutubero, ang pinakakaraniwang ginagamit na sukat ay 22, 18, 15, 12 ng 1 mm, 52 ng 2 mm at 42, 35, 28 ng 1.5 mm.
Ang mga Annealed copper pipe ay nawawalan ng kaunting lakas, ngunit nakakakuha ng espesyal na plasticity at lambot, na nagpapadali sa proseso ng kanilang pag-install.
Kinokontrol ng GOST 52318-2005 ang paggawa ng mga bahagi ng tanso sa tatlong uri, na naiiba sa antas ng katigasan, pagpapatakbo at mekanikal na mga katangian:
- Malambot. Itinalagang M o W, lipas na r o F22. Makatiis ng pagpapalawak nang walang mga bitak at mga break sa proseso ng pagtaas ng panlabas na diameter ng 25%. Maaaring sumailalim sa baluktot at walang angkop na malamig na koneksyon. Ginagamit ang mga produkto para sa pag-aayos ng mga sistema ng pag-init at supply ng tubig na may pamamahagi ng beam ng piping sa mga heating at plumbing fixtures, pati na rin para sa mga heat pump, floor at panel heating.
- Semi-solid. Pagmarka ng P o HH, lipas na bersyon z. Ang mga bahagi ay nakatiis sa pagpapalawak sa proseso ng pagtaas ng diameter ng tubo ng 15%. Ang mas kaunting ductility kaysa sa malambot na mga produkto ay nangangailangan ng paggamit ng init para sa isang hindi angkop na koneksyon. Para sa baluktot kakailanganin mo ng pipe bender.
- Solid. Pagtatalaga T o H, lipas na z6 o F30. Sa panahon ng pag-install, ang pagpapalawak ng tubo ay nangyayari lamang sa panahon ng proseso ng pag-init. Ang isang pipe bender ay ginagamit upang yumuko ang bahagi. Solid, pati na rin ang semi-solid, mga elemento ay ginagamit para sa pag-aayos ng mga highway nang walang madalas na pagbabago sa direksyon ng paggalaw at pagliko. Bilang karagdagan, ang mga naturang produkto ay ginagamit para sa mga pipeline na nangangailangan ng pagtaas ng lakas ng makina.
Ang ilang mga tagagawa ay gumagawa ng mga espesyal na tubo na may mga karagdagang opsyon na hinihiling para sa pagpainit at mga sistema ng supply ng tubig:
- Insulated na may polyethylene thin-walled sheath, ang kapal nito ay 2-2.5 mm. Ang materyal ay lumalaban sa kemikal at mekanikal na stress, na inilapat sa mga tubo na may diameter na 12 hanggang 54 mm. Binabawasan ng kaluban ang mga pagkawala ng init na naroroon sa mga sistema ng pag-init at pinipigilan ang pagbuo ng condensate sa mga tubo ng malamig na tubig.
- May proteksiyon na pagkakabukod na 2.5 hanggang 3 mm ang kapal. Ang panloob na bahagi ng polyethylene shell ay nilagyan ng maliliit na longitudinal na ngipin na bumubuo ng mga air channel. Kaya, ang mga katangian ng thermal insulation ay napabuti, at nagiging posible na magsagawa ng thermal expansion ng monolithic pipe na may mga pagbabago sa temperatura.
- May thermal insulation shell na gawa sa foamed materials: synthetic rubber, polyethylene foam, soft polyurethane foam, atbp. Ang lapad ng layer ng pagkakabukod ay maaaring lumampas sa 30 mm. Ang shell ay ginagamit upang mabawasan ang mataas na paglipat ng init sa mainit na tubig at mga sistema ng pag-init.
Kung kinakailangan, maaari kang bumili ng mga espesyal na bahagi para sa sheltering at thermal insulation ng mga naka-install na pipeline.
Ang mga kabit ay ginagamit upang ikonekta ang mga bahagi ng tanso. Napakalawak ng kanilang saklaw. Magkaiba ang mga ito sa hugis at idinisenyo upang gumawa ng iba't ibang uri ng mga koneksyon.
Mga opsyon para sa pagsali sa mga tubo na gawa sa tanso
Kapag nagtitipon ng pagpainit, ginagamit ang iba't ibang mga paraan ng pag-install. Kaya, ang docking ng mga tubo ng tanso ay isinasagawa sa pamamagitan ng isang collapsible at non-collapsible na paraan. Sa unang kaso, ang mga flanges, sinulid na mga fastener, mga kabit ay ginagamit, na awtomatikong naayos.Kapag nagdidisenyo ng isang hindi mapaghihiwalay na sistema ng pag-init, ang pagpindot, paghihinang at hinang ay ginagamit.
Pinagsamang hinang
Tingnan natin ang proseso ng hinang mga tubo ng tanso. Ang docking technique na ito ay inilalapat sa mga tubo na may diameter na 108 mm o higit pa. Ang kapal ng pader ng heating material ay dapat na hindi bababa sa 1.5 mm. Upang maisagawa ang welding work, sa kasong ito, kinakailangan lamang na mag-butt, habang ang tamang temperatura ay dapat na 1084 degrees. Ito ay nagkakahalaga ng pagdaragdag na ang pagpipiliang ito para sa pag-install ng pagpainit ay hindi inirerekomenda na gawin sa pamamagitan ng kamay.
Sa ngayon, ang mga tagabuo ay gumagamit ng ilang uri ng hinang:
- Gas welding gamit ang oxy-acetylene type burner.
- Ang welding na may consumable electrodes, na ginanap sa isang inert gas environment - argon o helium.
- Welding kung saan ginagamit ang mga di-consumable na electrodes.
Sa karamihan ng mga kaso, ang pamamaraan ng arc welding ay ginagamit upang sumali sa mga elemento ng tanso. Kung ang mga tubo na binalak na gamitin upang tipunin ang pipeline ay gawa sa purong tanso, pagkatapos ay kinakailangan na gumamit ng mga non-fusible tungsten electrodes sa isang argon, nitrogen o helium na kapaligiran. Kapag hinang ang mga elemento ng tanso, ang proseso ay dapat na mabilis. Pipigilan nito ang pagbuo ng iba't ibang mga oksihenasyon sa base ng metal ng tubo.
Welding joint ng mga tubo ng tanso
Upang magbigay ng lakas sa naturang koneksyon, sa pagkumpleto ng docking work, inirerekomenda na magsagawa ng karagdagang forging ng mga nagresultang joints.
Naglalagablab na koneksyon
Nangyayari na ang paggamit ng mga welding torches sa panahon ng pag-install ng mga sistema ng pag-init ay lumilikha ng ilang abala. Sa kasong ito, inirerekumenda na gumamit ng flaring copper pipe joints.Ang paraan ng pag-install na ito ay magiging nababakas, na gaganap ng isang positibong papel sa kaganapan ng isang sapilitang pagpupulong ng pag-init.
Ang isang operasyon ng ganitong uri ay mangangailangan ng obligadong presensya ng isang flaring device. Susubukan naming ilarawan nang detalyado kung paano ikonekta ang mga tubo ng pag-init sa pamamagitan ng pag-flirt:
- upang magsimula sa, ang dulo ng tubo ay nalinis upang alisin mula sa ibabaw nito ang mga scuffs at burrs na nabuo sa panahon ng paglalagari ng materyal;
- ang isang pagkabit ay naayos sa tubo;
- pagkatapos ay ang pipe ay ipinasok sa isang clamping device, sa tulong ng kung saan ang karagdagang pagpapalawak ay ginanap;
- pagkatapos ay dapat mong simulan upang higpitan ang tornilyo ng tool hanggang ang anggulo ng dulo ng pipe ay umabot sa 45 degrees;
- pagkatapos na ang lugar ng tubo ay handa na para sa koneksyon, ang isang pagkabit ay dapat dalhin dito at ang mga mani ay dapat na higpitan.
Maaari kang matuto nang higit pa tungkol sa proseso sa video sa ibaba.










Pindutin ang paraan ng koneksyon
Bilang karagdagan sa lahat ng mga pamamaraan sa itaas para sa pag-install ng mga tubo ng pag-init, mayroon ding paraan ng pagpindot. Upang sumali sa mga elemento ng tanso sa kasong ito, kinakailangan upang ipasok ang dati nang inihanda na dulo ng tubo sa pagkabit hanggang sa huminto ito. Pagkatapos nito, kakailanganin ang paggamit ng haydroliko o manu-manong pindutin, kung saan maaayos ang mga tubo.
Kung ang pagpainit ay binalak na tipunin mula sa makapal na pader na mga tubo, kakailanganin ang mga press fitting na may mga espesyal na manggas ng compression. Ginagawang posible ng mga elementong ito na i-compress ang mga tubo at mga kabit para sa pagpainit mula sa loob, habang ang mga panlabas na seal ay magbibigay ng mahusay na higpit ng istraktura.
Mga koneksyon sa uri ng thread
Sa kasamaang palad, imposibleng makahanap ng mga tubo ng tanso na may sinulid na mga koneksyon sa merkado, at samakatuwid ay kaugalian na gumamit ng mga fitting na may nut ng unyon upang sumali sa mga bahagi ng isang sistema ng pag-init.
Para sa pagsali sa mga tubo ng tanso na may mga tubo na gawa sa iba pang mga materyales, ginagamit ang mga bronze o brass threaded fitting. Ang kanilang paggamit ay nag-aalis ng posibilidad ng galvanic corrosion. Sa kaganapan na ang mga tubo ay naiiba sa diameter, gumamit ng tulong ng mga espesyal na expander.
Isinasaalang-alang ang mga uri ng mga seal na ginagamit ngayon para sa mga sistema ng pag-init ng tanso, mayroong dalawang uri ng mga sinulid na koneksyon:
- Consolidations ng conical type ("American"). Ang mga elementong ito ay inirerekomenda para sa pag-install ng pagpainit sa mga kondisyon ng mga tagapagpahiwatig ng mataas na temperatura.
- Mga flat na uri ng koneksyon. Ang ganitong mga materyales ay kasama sa kanilang mga seal ng disenyo na gawa sa mga polymeric na materyales ng iba't ibang kulay. Ang mga gasket ay pininturahan sa iba't ibang kulay upang ipahiwatig ang mga temperatura kung saan maaari kang magtrabaho kasama ang mga naturang elemento.
Diagram ng koneksyon para sa mga tubo ng tanso
Pagpupulong sa sarili
Ang pag-install ng pipeline gamit ang mga tubo ng tanso ay lubos na magagawa gamit ang iyong sariling mga kamay. Upang gawin ito, gumamit ng gas burner at solder, na may dalawang uri - matigas at malambot. Ang hard solder ay ginagamit para sa mataas na temperatura na paghihinang sa mga komunikasyon para sa supply ng tubig, gas at pagpainit. Malambot - para sa paghihinang sa mas mababang temperatura sa mga domestic na kondisyon.

- pagsipilyo at paghahagis sa loob ng kasukasuan;
- aplikasyon ng flux paste sa loob at labas;
- pagpainit ng punto ng koneksyon sa isang gas burner.
Samantalahin ang mga tip na ito. Huwag tanggalin ang mga burr pagkatapos putulin ang mga gilid ng mga tubo gamit ang papel de liha. Ang isa sa mga dulo ng mga tubo ay dapat na palawakin gamit ang isang pipe expander upang magkasya sila sa isa't isa
Kapag nag-aaplay ng flux paste, siguraduhin na walang labis nito at hindi ito nakapasok sa lumen ng pipe kapag naghihinang.
Mahalagang huwag mag-overheat ang junction, sapat na ang 15-20 segundo upang makuha ang epekto. Ang pag-init ay huminto kapag ang pagkilos ng bagay ay nakakuha ng kulay pilak.
Bago simulan ang natapos na sistema, ipinapayong banlawan ito ng isang malaking presyon ng tubig upang maalis ang lahat ng mga particle mula sa proseso ng pag-install.
Ang pagtatrabaho sa bukas na apoy ay nangangailangan ng mga pag-iingat sa kaligtasan. Ang buhay at kalusugan ay nagkakahalaga ng pag-aalaga sa mga gawaing ito.
Ang mga pipeline ng tanso, dahil sa kanilang mahusay na mga katangian, ay nagpakita ng kanilang sarili bilang isang maaasahang opsyon para sa isang sistema ng pag-init, kasama ang posibilidad ng mainit at malamig na supply ng tubig.
Pag-uuri ayon sa mga materyales ng paggawa
Ang pagpili ng materyal ay nakasalalay sa mga pag-load ng pagpapatakbo - presyon, daloy ng likido, (kung minsan din sa density nito), pati na rin sa antas ng haydroliko na pagtutol. Pagkatapos ng lahat, ang isang angkop ay isang karagdagang hadlang sa daloy na dulot ng iba't ibang mga katabing elemento - mga gasket at mga tampok ng disenyo ng produkto mismo - ang pagkakaroon ng tides, ledges, curvature radii, mga seksyon ng paglipat, atbp.
Ang mga materyales na inirerekomenda para sa paggawa ng mga bahagi na pinag-uusapan ay pinili din na isinasaalang-alang ang paggawa ng kanilang produksyon:
- Cast iron. Ang mga cast iron na may nodular graphite (VCh100 grades) ay mas madalas na ginagamit, na may sapat na lakas at kasiya-siyang ductility. Kadalasan mayroong mga adaptor na gawa sa malleable cast iron grades SCH30 o SCH35, pati na rin ang ductile iron grades KCh35-10 o KCh 37-12. Sa ilang mga kaso, ang mga natapos na produkto ay galvanized upang mapabuti ang kanilang presentasyon.
- bakal.Karamihan sa mga hindi kinakalawang na asero grade 08X18H10 ay ginagamit, pati na rin ang mga dayuhang katapat nito. Ang ibang mga tatak ay ginagamit sa mga system na idinisenyo para sa pagbomba ng corrosive media sa mataas na temperatura, na kontaminado ng mga abrasive na particle. Dito ginagamit ang uri ng bakal na 45X. 40HN. 40HNM at iba pa.
- tanso. Kapag gumagamit ng plastic deformation technology, ginagabayan sila ng mga tatak ng deformable brass: ordinaryo mula sa L70, multicomponent - LA-77-2, LN 65-5. Mula sa paghahagis ng tanso - LTs40S, LTs25S2, atbp.
- Metal-plastic batay sa deformable aluminum at polyethylene grades PE-X o PE-RT.
- Mababang presyon ng polyethylene (HDPE). Sa mababang pag-load ng pagpapatakbo, ginagamit ang mga polimer, na ginawa ayon sa mga teknikal na kinakailangan ng GOST 16338-85.

Mga kabit para sa mga tubo ng HDPE: mga uri ng mga kabit at mga opsyon para sa pagkonekta ng mga pipeline Sa konstruksiyon, ang mga pipeline na gawa sa HDPE ay lalong ginagamit. Kaya naman tumataas din ang pangangailangan para sa mga elemento ng reinforcement. Sa kanilang tulong, ang pag-install ng pipe ay nagiging madali at mabilis ...










Mga uri ng mga produktong tanso
Sa ngayon, mayroong ilang mga uri ng mga tubong tanso. Nasa ibaba ang mga pangunahing.
Sa pamamagitan ng appointment
Ang mga sumusunod na tubo ay ginagamit para sa kanilang nilalayon na layunin:
- para sa muwebles - gawa sa chrome - 25 mm;
- para sa komersyal na kagamitan - isang hugis-itlog na produkto - 25 mm;
- sa paggawa ng mga suporta sa muwebles - 50 mm (bar);
- para sa silid ng kusina - 50 at 26 mm (rehas at bar).
Sa paggawa ng muwebles, ginagamit ang muwebles na chrome-plated pipe. Ginagamit ito sa pangunahing istraktura ng kasangkapan - bilang isang metal bar. Hindi tulad ng bilog, mayroon itong rectangular cross section. Ang pinakakaraniwang ginagamit na profile ay 40*100, 40*80, 50*50.
Ito ay naka-install lamang sa isang patag na ibabaw, at ginagamit din sa pag-aayos at sa mga pabrika ng kotse - kapag lumilikha ng isang malakas na frame.
Ayon sa paraan ng pagmamanupaktura
Depende sa paraan ng pagmamanupaktura, ang mga tubong tanso ay ginagamit bilang:
Unannealed copper piping. Ito ay gawa sa purong metal gamit ang panlililak.
Ito ay may mataas na lakas ng makunat. Sa kasong ito, ang metal ay nagiging mas malagkit, pagkatapos ay mayroong ilang mga paghihigpit sa paggamit ng naturang tubo.
Ang mga Annealed copper pipe ay plastik, ang kalidad na ito ay nagpapadali sa proseso ng pag-install
Annealed na tansong tubo. Dumadaan ito sa isang espesyal na teknolohiya sa pagproseso. Ito ay pinainit hanggang 700 degrees Celsius at pagkatapos ay pinalamig. Sa kasong ito, ang mga elemento ng pipeline ay nagiging mas malakas, ngunit mas nababaluktot.
Bilang karagdagan, sila ay umaabot nang maayos - bago masira, ang kanilang haba ay tumataas ng 1.5 beses.
Ang mga produktong Annealed piping ay mas malambot, kaya ang kanilang pag-install ay mas mabilis at mas madali.
Sa pamamagitan ng hugis ng seksyon
Ayon sa hugis ng seksyon, nakikilala nila:
- bilog na mga tubo ng tubig;
- mga elemento ng pipeline na may hugis ng isang parihaba. Ginagamit ang mga ito upang lumikha ng mga conductor sa stator winding ng mga de-koryenteng kagamitan, na pinalamig ng isang likidong paraan.
Ang mga sukat ng mga tubo ng tanso ay maaaring matukoy ng panlabas na diameter, na 12-267 mm. Sa kasong ito, ang anumang sukat ng tubo ay may isang tiyak na kapal ng pader na katumbas ng 0.6-3 mm.
Kapag nagsasagawa ng gas sa mga bahay, ginagamit ang mga tubo na may kapal na hindi bababa sa 1 mm.
Kapag nag-i-install ng pagtutubero, sa maraming mga kaso ang isang tansong tubo ng tubo ay ginagamit, na may mga sukat tulad ng: 12, 15, 18, 22 ng 1 mm, 28, 35, 42 ng 1.5 mm at 52 ng 2 mm.
Ayon sa antas ng katigasan
Ayon sa antas ng katigasan Ang mga tubong tanso ay ginagamit, tulad ng:
Malambot. Ang pagtatalaga ay M o W. Nagagawa nilang mapaglabanan ang pagpapalawak nang walang pag-crack at pagpunit kapag ang panlabas na diameter ay lumalawak ng 25%.
Ang mga naturang produkto ng pipeline ay ginagamit kapag gumagawa ng heating system o naglalagay ng mga pipeline para sa supply ng tubig sa mga consumer. Kasabay nito, ang pamamahagi ng beam ng piping sa mga plumbing at heating device ay ginawa.
Ang mga malambot na elemento ng pipeline sa karamihan ng mga kaso ay ginagamit sa pagtatayo at pagkumpuni ng mga tubo ng tubig. Ang kanilang koneksyon ay itinuturing na pinakasimpleng - ang docking ay maaaring gawin nang walang paggamit ng karagdagang kagamitan.








Ang mga tubo ng tanso ay maaaring makatiis sa mataas na temperatura ng mga likidong dinadala sa kanila
Semi-solid. Mayroon silang mga sumusunod na pagtatalaga - P o NN. Ang mga naturang produkto ng pipeline ay nakatiis sa pagpapalawak na may pagtaas ng diameter na 15%.
Kapag naka-install ang mga ito, ginagamit ang pag-init upang ikonekta ang mga tubo nang hindi gumagamit ng mga kabit. Para sa bending o unbending semi-solid na mga produkto, ginagamit ang isang pipe bender para sa mga tubo ng tanso.
Solid. Ang mga ito ay itinalaga ng mga sumusunod na titik - T o H. Kapag naka-install ang mga ito, ang pamamahagi ay ginagawa lamang sa panahon ng pag-init. Upang yumuko ang tubo, gumamit ng pipe bender.
Ang huling 2 uri ng mga produktong tanso ay ginagamit sa paggawa ng iba't ibang highway.
Gayundin, ang mga naturang bahagi ay ginagamit sa pagtatayo ng isang pipeline, na dapat ay nadagdagan ang lakas ng makina.
Ang sealing ng naturang mga tubo ay itinuturing na isang mahalagang proseso. Pagkatapos ng lahat, ang kanilang pag-undock ay maaaring mangyari anumang oras - halimbawa, kapag ang sealant ay naubos. Sa kaganapan ng ganoong sitwasyon, kinakailangan na ganap na gawing muli ang mga kasukasuan.
Mga uri ng paikot-ikot
Gumagamit ang mga tagagawa ng iba't ibang uri ng windings para sa mga tubo ng tanso:
- FUM tape. Ang tape na ito ay ginagamit sa lahat ng uri ng sinulid na koneksyon;
- curing sealant para sa pagtutubero. Ang nasabing materyal ay ginagamit kapwa sa iba't ibang mga negosyo at sa pang-araw-araw na buhay;
- gawang bahay na sealant para sa pagtutubero. Ang mga tubo na naka-install sa mga bahay noong 1940s ay hindi tumutulo.
Gayundin, ang pamamaraang ito ay maaaring ilapat kung kinakailangan upang gumawa ng pagpainit mula sa mga tubo ng tanso.
Kung hindi magagamit ang pulang tingga, dapat gumamit ng ordinaryong PF na pintura.
Ang pagbubuklod kapag nagtatrabaho sa mga sistemang nagpapadaloy ng likido ay sapilitan