
- High pressure binding crimp connections
- Paraan #4: Push-connect na koneksyon
- Iba pang mga pagpipilian sa paghihinang: gumana sa mga tubo ng tanso at iba't ibang mga metal
- Ang mga nuances ng paghihinang mga tubo ng tanso: kung paano ito gagawin nang tama
- Paano maghinang ng tansong kawad sa aluminyo
- Paano maghinang ng tanso at hindi kinakalawang na asero
- Paghihinang tanso na may bakal - posible ba
- Teknolohiya ng paghihinang mga produktong tanso
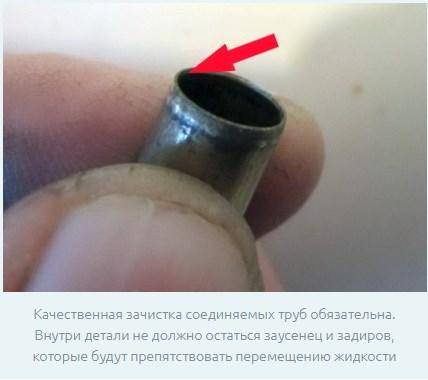
- Gupitin ang item sa kinakailangang haba
- Ilapat ang flux sa ibabaw ng tubo
- Pagkonekta ng mga bahagi bago paghihinang
- Pinagsamang pagbuo sa panahon ng mababang temperatura na paghihinang
- Pagbubuo ng tahi sa mataas na temperatura na paghihinang
- Mga uri ng mga tubo ng tanso
- Ano ang kailangan para sa paghihinang ng mga tubo ng tanso
- Mga consumable at tool
- Panghinang at pagkilos ng bagay
- Burner
- Mga kaugnay na materyales
- Kung saan mag-apply
- 3 Paano maghinang ng mga tubo ng tanso?
- Pag-install ng mga tubo ng tanso
- Pagtitipon ng pipeline na may mga kabit
- Mga tool at materyales
- Mga tagubilin sa pagpupulong
High pressure binding crimp connections
Ang mga pag-unlad sa teknolohiya ng bonding crimp at sa pagbuo ng mga o-ring na materyales ay naging posible na maglapat ng mga bonding crimp sa mga high pressure system. Gayunpaman, ang mga high pressure system ay nangangailangan ng bahagyang magkaibang mga configuration ng press jaw.
Ang resulta ng paggawa ng connecting node gamit ang 360º double crimp technique
Ang mga koneksyon ng bonding crimp para sa mababang presyon, proseso, at hindi medikal na compressed na mga linya ng gas ay gumagamit ng iisang karaniwang hexagonal crimp na hugis.
Ang mas mataas na pressure bonding ay nangangailangan ng paggamit ng mga espesyal na idinisenyong press fitting at clamping jaws upang magbigay ng 360° double crimp sa fitting.
Paraan #4: Push-connect na koneksyon
Ang isang natatanging tampok ng paraan ng push-in na pagpupulong ay walang karagdagang mga tool, burner, mga espesyal na gas ng gasolina o kuryente ang kinakailangan para sa pag-install. Ang push-in assembly ay sinisiguro ng pinagsamang elastomer seal at stainless steel grip ring.
Maginhawa sa lahat ng aspeto at medyo praktikal para sa operasyon, ang paraan ng pag-assemble ng pagpupulong sa pamamagitan ng pagpasok sa pamamagitan ng pagpindot (push-connect)
Ang mga karaniwang hanay ng presyon at temperatura para sa mga push-in assemblies ay ipinapakita sa talahanayan:
| Uri ng pagpupulong | Saklaw ng presyon, kPa | Saklaw ng temperatura, ºC |
| Push-in insertion, D = 12.7 – 50.8 mm | 0 – 1375 | minus 18 / plus 120 |
Mayroong dalawang karaniwang uri ng mga kabit para sa ganitong uri ng pagpupulong. Ang parehong mga opsyon ay lumikha ng malakas, maaasahang knot assemblies. Gayunpaman, habang ang isang uri ng push-in fitting ay nagbibigay-daan sa pagpupulong na madaling maalis pagkatapos ng pag-install, tulad ng para sa pagpapanatili ng system, ang isa ay hindi sumusuporta sa configuration na ito. Ang mga kabit ng sandaling ito ay naiiba sa isa't isa.
Mga uri ng mga kabit para sa mga koneksyon sa push-in: sa kaliwa - isang collapsible na disenyo; kanan - hindi mapaghihiwalay na disenyo
Bago i-assemble ang pagpupulong, kinakailangan na isagawa ang lahat ng mga pamamaraan ng paghahanda sa tubo ng tanso, tulad ng inilarawan sa itaas
Dito, ang espesyal na pansin ay dapat bayaran sa paglilinis ng beveled na dulo ng tansong tubo na may papel de liha, naylon abrasive na tela o sanitary cloth. Tinitiyak ng mga pagkilos na ito ang integridad ng sealing gasket sa oras ng pagpapasok. tansong tubo sa angkop na katawan
Ang pagpupulong ay nagsasangkot ng pagpapatupad ng isang mahigpit na pagtulak, sabay-sabay na pag-twist na paggalaw na nakadirekta sa katawan ng angkop. Ang paggalaw ng copper pipe sa loob ng fitting ay ginagawa hanggang ang copper pipe ay nakasandal sa likod ng fitting cup. Ang sandaling ito ay karaniwang ipinapahiwatig ng isang dating ginawang marka ng lalim ng pagpasok sa ibabaw ng tanso.
Sa tulong ng impormasyon: Cooper
Iba pang mga pagpipilian sa paghihinang: gumana sa mga tubo ng tanso at iba't ibang mga metal
Ang paghihinang ng mga tubo ng tanso ay nangangailangan ng ilang karanasan sa ganitong uri ng trabaho. Samakatuwid, kung ang isang home master ay nagsasagawa ng ganoong gawain sa unang pagkakataon, ito ay kapaki-pakinabang na magsanay nang maaga upang hindi muling gawin ang natapos na supply ng tubig o linya ng pag-init nang maraming beses. Ang mga tubong tanso ay maaaring ibenta ng parehong matigas na panghinang (gamit ang gas burner) at malambot na mga haluang metal. Sa pangalawang kaso, para sa mga tubo ng tanso, angkop na gumamit ng high-power hammer soldering iron.
 Ang tumpak at mataas na kalidad na paghihinang ay ang susi sa tibay ng koneksyon
Ang tumpak at mataas na kalidad na paghihinang ay ang susi sa tibay ng koneksyon
Ang mga nuances ng paghihinang mga tubo ng tanso: kung paano ito gagawin nang tama
Bilang isang pagkilos ng bagay para sa paghihinang mga tubo ng tanso, pinakamahusay na gumamit ng rosin. Ito ay inilapat sa isang pantay na layer sa mga panlabas na ibabaw ng tubo, pagkatapos kung saan ang angkop ay naka-mount dito. Sa reverse side nito, naka-mount ang pangalawang bahagi ng highway. Susunod, ang angkop ay pinainit ng isang gas burner at ang panghinang ay "nilagyan" kasama ang mga tahi.Sa ilalim ng impluwensya ng mataas na temperatura, natutunaw ito, pinupuno ang tahi at lumilikha ng isang mataas na kalidad na masikip na koneksyon.
 Minsan kailangan mong gawin nang walang mga kabit
Minsan kailangan mong gawin nang walang mga kabit
Ang paghihinang ng mga tubo ng tanso gamit ang iyong sariling mga kamay ay hindi masyadong mahirap, ngunit ang gawaing ito ay nangangailangan ng pangangalaga at katumpakan. Siyempre, sa mga salita, hindi lahat ay maaaring ipaliwanag nang matalino, kaya dinadala namin sa pansin ng Dear Reader ang isang video kung paano maghinang ng tanso gamit ang isang gas burner, kung saan ang lahat ay magiging mas malinaw.
 Panoorin ang video na ito sa YouTube
Panoorin ang video na ito sa YouTube
Ang pagkakaroon ng pakikitungo sa tanong kung paano maghinang ng mga tubo ng tanso sa bahay, maaari kang magpatuloy sa susunod na problema, lalo na ang paghihinang ng mga di-magkaparehong metal (tanso na may aluminyo, bakal o hindi kinakalawang na asero).
Paano maghinang ng tansong kawad sa aluminyo
Ang paghihinang ng aluminyo na may tanso ay isang medyo kumplikadong proseso. Dapat pansinin na ang parehong panghinang ay halos hindi angkop para sa aluminyo tulad ng para sa tanso, at kabaliktaran. Mas madaling itugma ang mga metal na ito gamit ang isang manggas na bakal. Bagaman ngayon ang tagagawa ay nag-aalok ng mga espesyal na solder at flux para sa naturang mga layunin, ang kanilang gastos ay makabuluhan, na humahantong sa hindi kakayahang kumita ng naturang gawain.

Ang buong problema ay nakasalalay sa salungatan sa pagitan ng tanso at aluminyo. Mayroon silang iba't ibang refractoriness, density. Bilang karagdagan, ang aluminyo, kapag nakikipag-ugnayan sa tanso, ay nagsisimulang mag-oxidize nang malakas. Ang prosesong ito ay lalo na pinabilis kapag ang isang electric current ay dumaan sa koneksyon. Samakatuwid, kung kinakailangan mga koneksyon sa tanso at aluminyo na kawad pinakamahusay na gumamit ng WAGO self-clamping terminal blocks, sa loob nito ay mayroong Alyu Plus contact paste. Siya ang nag-aalis ng oksido mula sa aluminyo, pinipigilan ang kasunod na hitsura nito at nagtataguyod ng normal na pakikipag-ugnay sa mga konduktor ng tanso.









Ang pagkakaroon ng naisip kung paano maghinang ng tanso sa aluminyo, maaari kang magpatuloy sa mas mahirap na mga metal.
 Minsan ang gayong koneksyon ay kailangang-kailangan
Minsan ang gayong koneksyon ay kailangang-kailangan
Paano maghinang ng tanso at hindi kinakalawang na asero
Kapag ang paghihinang ng tanso na may hindi kinakalawang na asero, hindi kahit na ang materyal na panghinang mismo ay gumaganap ng isang mahalagang papel, ngunit ang tool na ginamit, bagaman marami ang nakasalalay sa mga consumable. Ang pinaka-katanggap-tanggap na mga materyales sa kasong ito ay:
- tanso-posporus panghinang;
- piuter pilak (Castolin 157);
- engineering ng radyo.
Sinasabi ng ilang mga manggagawa na sa tamang diskarte sa trabaho, kahit na ang pinakakaraniwang panghinang batay sa lata at tingga ay magagawa. Ang pangunahing bagay ay ang ipinag-uutos na paggamit ng pagkilos ng bagay (borax, paghihinang acid), masusing pag-init at pagkatapos lamang na paghihinang (paghihinang).
 Kumplikadong paghihinang ng tanso at hindi kinakalawang na asero
Kumplikadong paghihinang ng tanso at hindi kinakalawang na asero
Ang mga naturang compound ay bihira, at samakatuwid ang mga dalubhasang solder para sa mga naturang layunin ay medyo mahal.
Paghihinang tanso na may bakal - posible ba
Posible ang pagpipiliang ito, ngunit napapailalim sa ilang mga kundisyon. Halimbawa, bilang isang pampainit, ang isang simpleng propane burner ay hindi na angkop. Dapat kang gumamit ng propane na may oxygen. Ang Borax ay dapat gamitin bilang flux, ngunit ang tanso ay magsisilbing panghinang. Sa kasong ito lamang tayo makakaasa para sa isang normal na resulta. Hindi mahirap bumili ng panghinang para sa paghihinang ng tanso na may bakal o hindi kinakalawang na asero. Ang pangunahing bagay ay upang maunawaan kung ang mga karagdagang gastos ay makatwiran.
 Posible rin ang paghihinang ng tanso at bakal na tubing
Posible rin ang paghihinang ng tanso at bakal na tubing
At ngayon ay nag-aalok kami upang tingnan kung gaano maingat na magagawa ng mga manggagawa sa bahay ang trabaho sa paghihinang mga tubo ng mga highway para sa iba't ibang layunin.
1 sa 5





Teknolohiya ng paghihinang mga produktong tanso
Pagkatapos maghanda ng mga tool at materyales, ang mga tubo ay ibinebenta, na binubuo ng mga sumusunod na hakbang:
- pagputol ng mga blangko sa mga segment;
- degreasing at pag-alis ng mga oxide;
- docking ng mga elemento;
- paglalapat ng panghinang sa magkasanib na linya.
Gupitin ang item sa kinakailangang haba
Ang welding ng mga tubo ng tanso ay nagsisimula sa pagmamarka ng pipeline, na pagkatapos ay pinutol sa mga elemento ng nais na haba. Kapag nagmamarka, kinakailangang isaalang-alang ang haba ng margin na kinakailangan upang ikonekta ang mga tubo pagkatapos palawakin ang dulo. Ang isang hand-held cutting tool ay nagbibigay-daan sa pipe na i-clamp, at pagkatapos ay isang carbide roller ay pinagsama sa paligid ng panlabas na ibabaw ng workpiece. Habang pinuputol ang katawan ng tubo, ang roller ay pinindot gamit ang isang adjusting bolt, na nagpapahintulot sa iyo na makakuha ng pantay na hiwa.
Pinapayagan na i-cut ang mga blangko gamit ang isang hacksaw at isang espesyal na template na nagsisiguro sa perpendicularity ng hiwa. Kapag ang pagputol, ang compression ng pipe ay hindi pinapayagan, dahil ang ovality ng panlabas na ibabaw ay lumalala ang higpit ng joint (dahil sa isang pagbabago sa puwang na hindi mapupunan ng solder). Ang resultang flash ay tinanggal gamit ang papel de liha at isang metal na brush. Pagkatapos ang isa sa mga gilid ay naproseso gamit ang isang expander, na lilikha ng isang selyadong joint na may mas mataas na lakas.
Ilapat ang flux sa ibabaw ng tubo
Ang do-it-yourself na hinang ng mga tubo ng tanso ay nangangailangan ng pag-alis ng mga oxide mula sa ibabaw ng mga bahagi na pagsasamahin. Ang mga blangko ay pinupunasan ng isang degreasing agent (halimbawa, acetone), at pagkatapos ay inilapat ang isang reagent sa pinagsamang mga gilid. Hindi inirerekomenda na gumamit ng mas mataas na dosis ng flux, ang aktibong sangkap pantay na inilapat sa isang manipis na layer sa lugar ng koneksyon. Upang ilapat ang reagent, ginagamit ang isang brush ng pintura, na hindi nag-iiwan ng mga hibla sa ibabaw.
Pagkonekta ng mga bahagi bago paghihinang
Matapos ilapat ang pagkilos ng bagay, ang mga tubo ay konektado, inirerekumenda na sumali kaagad sa mga elemento pagkatapos ng lubricating sa ibabaw (upang mabawasan ang panganib ng pag-aayos ng alikabok). Ang mga bahagi ay umiikot nang may kaugnayan sa isa't isa kapag nakakonekta, na nagpapahintulot sa pagkilos ng bagay na maipamahagi at nagbibigay ng isang mahigpit na akma. Ang reagent na pinisil mula sa kasukasuan ay tinanggal gamit ang isang tuyong tela; ipinagbabawal na panatilihin ang pagkilos ng bagay sa mga elemento na gawa sa mga non-ferrous na metal, dahil nagsisimula ang pagkasira ng materyal.
Pinagsamang pagbuo sa panahon ng mababang temperatura na paghihinang

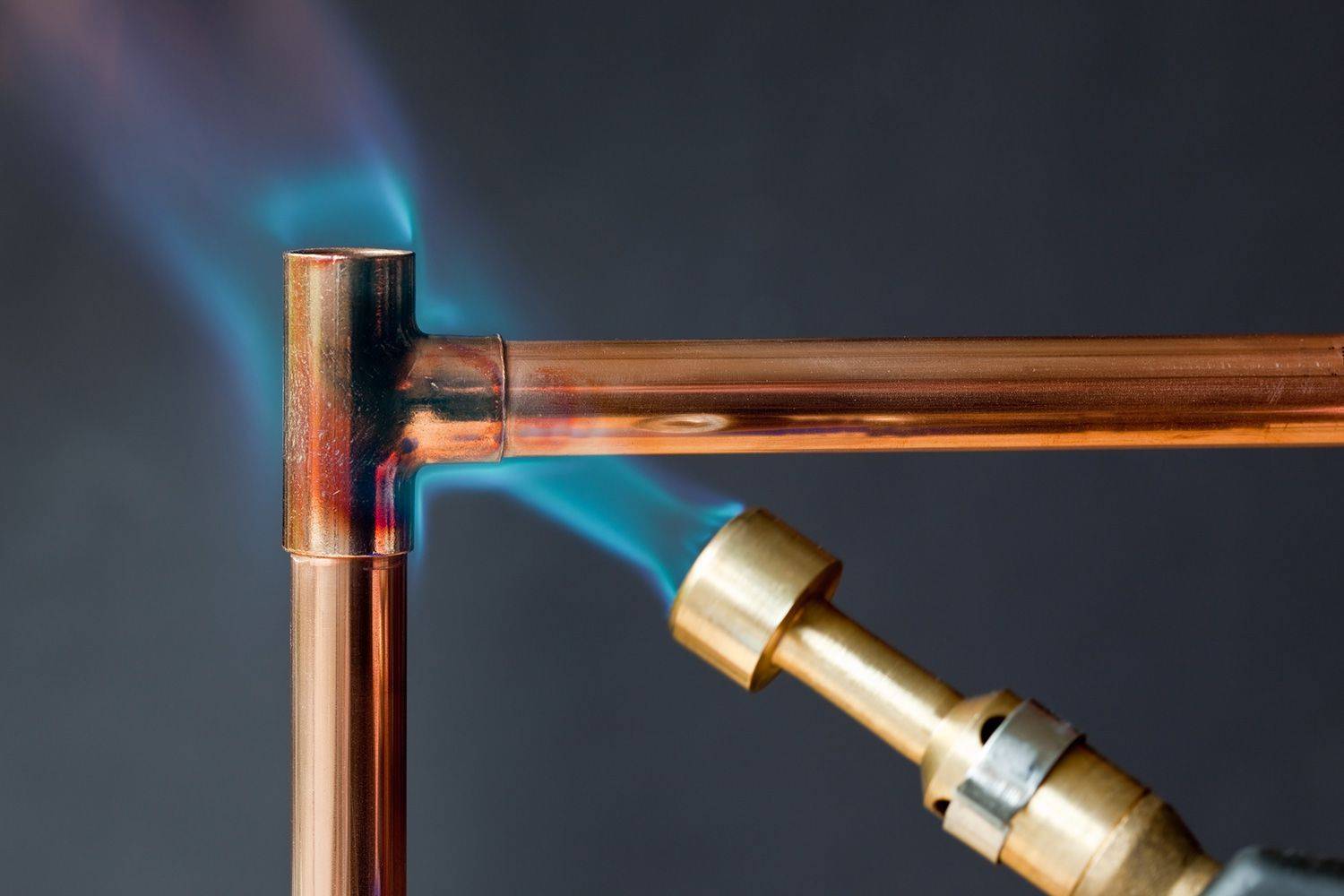
Ang teknolohiyang may mababang temperatura ay gumagamit ng flux na idinisenyo para sa pinababang pag-init ng istraktura sa panahon ng koneksyon. Ang paghihinang mga tubo ng tanso na may gas burner ay nagbibigay para sa supply ng isang tanglaw sa zone ng koneksyon, ang burner ay gumagalaw sa kahabaan ng magkasanib na bahagi, na tinitiyak ang pare-parehong pag-init ng mga bahagi. Pagkatapos ang isang bar ng panghinang ay kinuha sa kamay, na pinapakain sa puwang sa pagitan ng mga tubo. Ang tinunaw na metal ay nagsisimulang kumalat sa mga ibabaw, ang burner ay tinanggal sa gilid, ang panghinang ay pumupuno sa kasukasuan dahil sa temperatura ng pinainit na tubo.










Pagbubuo ng tahi sa mataas na temperatura na paghihinang
Kapag gumagamit ng mga refractory solder, ang mga tubo ay pinainit ng isang burner sa isang mataas na temperatura. Ang burner ay gumagalaw sa kahabaan ng magkasanib na zone hanggang sa ang tubo ay pinainit sa isang cherry-red na kulay (naaayon sa temperatura na 750°C). Pagkatapos, ang panghinang, na pinainit ng apoy ng burner, ay ipapakain sa junction.
Ang panghinang ay natutunaw mula sa pakikipag-ugnay sa mga pinainit na tubo, pantay na pinupunan ang mounting gap. Ang paglalagay ng labis na solder ay hindi kinakailangan dahil ang materyal ay mananatili sa labas ng piping.Pagkatapos ng pagtatapos ng pamamaraan, kinakailangang maghintay ng 2-3 minuto, pagkatapos bumaba ang temperatura ng magkasanib na bahagi at ang panghinang ay nag-kristal, ang mga nalalabi sa flux ay tinanggal. Ang karagdagang machining ng koneksyon ay hindi kinakailangan.
Mga uri ng mga tubo ng tanso
Bago ang paggawa ng pipeline, kailangan mong piliin ang mga bahagi. Kabilang sa mga biniling bahagi, mayroong dalawang uri:
- Unannealed - mga elemento ng mataas na lakas na may mababang index ng ductility. Hindi sila sumasailalim sa karagdagang paggamot sa init pagkatapos ng paggawa.
- Annealed - mga elemento na sumasailalim sa karagdagang paggamot sa init. Ang mga ito ay pinananatili sa isang temperatura na humigit-kumulang 700 degrees Celsius. Ang materyal ay nakakakuha ng isang mataas na index ng plasticity. Salamat sa karagdagang paggamot sa init, nagiging mas lumalaban sila sa mga kritikal na temperatura.
Ang mga tubo ng tanso ay nag-iiba sa kapal ng pader at sa laki ng mga coil kung saan ibinebenta ang mga ito. Ayon sa GOST, dapat silang gawa sa purong tanso.
Ano ang kailangan para sa paghihinang ng mga tubo ng tanso
Ang paghihinang ng mga tubo ng tanso, na hindi mahirap gawin sa iyong sariling mga kamay, ay hindi nangangailangan ng mamahaling kagamitan at anumang mga espesyal na materyales. Upang maayos na maipatupad ito, kakailanganin mo ang mga sumusunod na device.
Ang isang burner, dahil sa kung saan ang panghinang at ang seksyon ng pipe kung saan sila ay konektado ay pinainit. Bilang isang patakaran, ang propane gas ay ibinibigay sa naturang burner, ang presyon nito ay kinokontrol ng isang welding reducer.
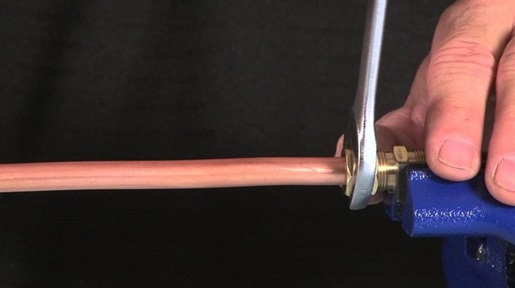
Espesyal na tool para sa pagputol ng mga tubo ng tanso. Dahil ang mga produktong gawa sa metal na ito ay napakalambot, dapat itong gupitin nang malumanay upang hindi kulubot ang mga dingding.Ang mga pamutol ng tubo ng iba't ibang mga modelo ay inaalok sa modernong merkado, na naiiba sa kanilang pag-andar at teknikal na kakayahan.
Ang disenyo ng mga indibidwal na modelo ng naturang mga device, na mahalaga, ay nagpapahintulot sa kanila na magamit kahit para sa trabaho sa mga lugar na mahirap maabot.
Ang isang pipe expander ay isang aparato na nagbibigay-daan sa iyo upang palawakin ang diameter ng isang tansong tubo, na kinakailangan upang mas mahusay na maghinang. Sa iba't ibang mga sistema na naka-mount mula sa mga tubo ng tanso, ang mga elemento ng parehong seksyon ay ginagamit, at upang ikonekta ang mga ito nang husay, kinakailangan upang bahagyang dagdagan ang diameter ng isa sa mga konektadong elemento. Ito ang problemang ito na nalulutas ng naturang aparato bilang isang pipe expander.
Ito ang problemang ito na nalulutas ng naturang aparato bilang isang pipe expander.
Copper pipe flaring kit
Device para sa chamfering ang mga dulo ng mga tubo ng tanso. Pagkatapos ng pag-trim, ang mga burr ay nananatili sa mga dulo ng mga bahagi, na maaaring makagambala sa pagkuha ng isang mataas na kalidad at maaasahang koneksyon. Upang alisin ang mga ito at bigyan ang mga dulo ng mga tubo ng kinakailangang pagsasaayos, ang isang beveler ay ginagamit bago ang paghihinang. Mayroong dalawang pangunahing uri ng mga chamfering device sa merkado ngayon: inilagay sa isang bilog na katawan at ginawa sa anyo ng isang lapis. Ang mas maginhawang gamitin, ngunit mas mahal din, ay mga bilog na aparato na maaaring magproseso ng malambot na mga tubo ng tanso na may diameter na hindi hihigit sa 36 mm.
Upang maayos na ihanda ang mga tubo ng tanso para sa paghihinang, kinakailangan upang alisin ang lahat ng mga impurities at oxides mula sa kanilang ibabaw. Para sa mga layuning ito, ginagamit ang mga brush at brush, na ang mga bristles ay gawa sa bakal na wire.
Ang pagpapatigas ng mga tubo ng tanso ay karaniwang ginagawa gamit ang matigas na panghinang, na maaaring mataas at mababang temperatura. Ang high-temperature solder ay isang tansong kawad na naglalaman ng humigit-kumulang 6% na posporus sa komposisyon nito. Ang nasabing wire ay natutunaw sa temperatura na 700 degrees, habang para sa mababang temperatura nito (tin wire), 350 degrees ay sapat na.
Ang teknolohiya ng paghihinang mga tubo ng tanso ay nagsasangkot ng paggamit ng mga espesyal na flux at paste na gumaganap ng isang proteksiyon na function. Ang ganitong mga flux ay hindi lamang pinoprotektahan ang nabuo na tahi mula sa pagbuo ng mga bula ng hangin sa loob nito, ngunit makabuluhang mapabuti din ang pagdirikit ng panghinang sa materyal na tubo.
Bilang karagdagan sa pagkilos ng bagay, panghinang at iba pang mga pangunahing elemento, ang mga karagdagang tool ay kakailanganin upang maghinang ng mga tubo ng tanso, na makikita sa bawat pagawaan o garahe. Upang maghinang o magwelding ng mga produktong tanso, ihanda din ang:
- regular na marker;
- roulette;
- antas ng gusali;
- isang maliit na brush na may matigas na bristles;
- isang martilyo.
Bago simulan ang trabaho, mahalaga din na magpasya paano maghinang ng tanso mga tubo. Maaaring mayroong dalawang pangunahing opsyon: brazing copper (hindi gaanong ginagamit) at paggamit ng soft solder. Kapag nilutas ang isyung ito, mahalagang magpatuloy mula sa katotohanan na mayroong mga kinakailangan para sa paggamit ng isa o ibang uri ng panghinang.
Kaya, ang mga matitigas na panghinang ay ginagamit para sa mga elemento ng paghihinang ng mga yunit ng pagpapalamig at mga air conditioner. Sa lahat ng iba pang mga kaso (mga sistema ng supply ng tubig, mga sistema ng pag-init, atbp.), maaaring gamitin ang tin wire. Ngunit anuman ang napiling teknolohiya, dapat itong alalahanin na ang pagkilos ng bagay ay kinakailangan sa anumang kaso.
Kapag nilutas ang isyung ito, mahalagang magpatuloy mula sa katotohanan na may mga kinakailangan para sa paggamit ng isa o ibang uri ng panghinang. Kaya, ang mga matitigas na panghinang ay ginagamit para sa mga elemento ng paghihinang ng mga yunit ng pagpapalamig at mga air conditioner.
Sa lahat ng iba pang mga kaso (mga sistema ng supply ng tubig, mga sistema ng pag-init, atbp.), maaaring gamitin ang tin wire. Ngunit anuman ang napiling teknolohiya, dapat itong alalahanin na ang pagkilos ng bagay ay kinakailangan sa anumang kaso.

Mga brush para sa pagtanggal ng panloob na ibabaw ng isang tubo na tanso bago paghihinang
Mga consumable at tool
Bilang karagdagan sa mga tubo at mga kabit, kakailanganin mo rin ng sulo, panghinang at pagkilos ng bagay - para sa paghihinang mismo. At isang pipe bender at ilang kaugnay na maliliit na bagay para sa pagproseso bago simulan ang trabaho.










Brush para sa pagtanggal ng mga kabit mula sa loob
Panghinang at pagkilos ng bagay
Ang paghihinang ng mga tubo ng tanso ng anumang uri ay nangyayari sa tulong ng pagkilos ng bagay at panghinang. Ang panghinang ay isang haluang metal na karaniwang nakabatay sa lata na may tiyak na punto ng pagkatunaw, ngunit kinakailangang mas mababa kaysa sa tanso. Ito ay pinakain sa paghihinang zone, pinainit sa isang likidong estado at dumadaloy sa joint. Pagkatapos ng paglamig, nagbibigay ito ng masikip at matibay na koneksyon.
Para sa amateur na paghihinang ng mga tubo ng tanso gamit ang iyong sariling mga kamay, ang mga solder na nakabatay sa lata na may pagdaragdag ng pilak, bismuth, antimony, at tanso ay angkop. Ang mga compound na may pagdaragdag ng pilak ay itinuturing na pinakamahusay, ngunit sila ang pinakamahal, pinakamainam na may isang additive na tanso. Mayroon ding pagdaragdag ng tingga, ngunit hindi sila dapat gamitin sa pagtutubero. Ang lahat ng mga uri ng panghinang na ito ay nagbibigay ng magandang kalidad ng tahi at madaling paghihinang.

Ang flux at solder ay mahahalagang consumable
Ang malambot na panghinang ay ibinebenta sa maliliit na reels, ang matapang na panghinang ay ibinebenta sa mga pakete, pinutol.
Bago ang paghihinang, ang joint ay ginagamot sa pagkilos ng bagay.Ang flux ay isang likido o mala-paste na ahente na nagiging sanhi ng pag-agos ng tinunaw na panghinang sa isang kasukasuan. Walang espesyal na pipiliin dito: magagawa ang anumang pagkilos ng bagay para sa tanso. Gayundin, kakailanganin mo ng isang maliit na brush upang ilapat ang pagkilos ng bagay. Mas mahusay - na may natural na bristles.
Burner
Upang gumana sa malambot na panghinang, maaari kang bumili ng isang maliit na hand torch na may isang disposable na bote ng gas. Ang mga cylinder na ito ay nakakabit sa hawakan, may dami na 200 ML. Sa kabila ng maliit na sukat nito, ang temperatura ng apoy ay mula sa 1100°C at mas mataas, na higit pa sa sapat upang matunaw ang malambot na panghinang.
Ang dapat mong bigyang pansin ay ang pagkakaroon ng piezo ignition. Ang function na ito ay hindi kalabisan - ito ay magiging mas madali upang gumana
Ang isang balbula ay matatagpuan sa hawakan ng isang manu-manong gas burner. Kinokontrol nito ang haba ng apoy (ang intensity ng supply ng gas). Ang parehong balbula ay nagsasara ng gas kung ang burner ay kailangang patayin. Ang kaligtasan ay ibinibigay ng isang non-return valve, na, sa kawalan ng apoy, ay magpapasara sa suplay ng gas.

Hand torch para sa paghihinang ng mga tubo ng tanso
Ang ilang mga modelo ay may flame deflector. Hindi nito pinapayagan ang apoy na mawala, na lumilikha ng mas mataas na temperatura sa paghihinang zone. Salamat sa ito, ang burner na may reflector ay nagbibigay-daan sa iyo upang gumana sa mga pinaka hindi maginhawang lugar.
Kapag nagtatrabaho sa mga modelo ng sambahayan at semi-propesyonal, dapat kang mag-ingat na huwag mag-overheat ang yunit upang hindi matunaw ang plastik. Samakatuwid, hindi sulit ang paggawa ng maraming paghihinang sa isang pagkakataon - mas mahusay na hayaan ang kagamitan na lumamig at ihanda ang susunod na koneksyon sa oras na ito.
Mga kaugnay na materyales
Upang i-cut ang mga tubo ng tanso, kailangan mo ng pipe cutter o isang hacksaw na may metal na talim. Ang hiwa ay dapat na mahigpit na patayo, na nagbibigay ng pamutol ng tubo.At upang masiguro ang isang pantay na hiwa gamit ang isang hacksaw, maaari mong gamitin ang isang ordinaryong kahon ng miter ng karpintero.

pamutol ng tubo
Kapag naghahanda ng mga tubo, dapat silang malinis. Upang gawin ito, may mga espesyal na brush at brush ng metal (para sa paglilinis ng panloob na ibabaw), ngunit maaari kang makayanan gamit ang papel de liha na may daluyan at pinong butil.
Upang alisin ang mga burr mula sa mga hiwa, mayroong mga beveler. Ang tubo na kanilang ginawa ay mas angkop sa fitting - ang socket nito ay isang maliit na bahagi lamang ng isang milimetro na mas malaki kaysa sa panlabas na diameter. Kaya ang pinakamaliit na paglihis ay humahantong sa mga paghihirap. Ngunit, sa prinsipyo, ang lahat ay maaaring alisin gamit ang papel de liha. Magtatagal lang.
Maipapayo rin na magkaroon ng protective goggles at gloves. Karamihan sa mga crafter sa bahay ay nagpapabaya sa mga tampok na pangkaligtasan na ito, ngunit ang mga paso ay lubhang nakakainis. Ito ang lahat ng mga materyales at tool na kailangan para sa paghihinang ng mga tubo ng tanso.
Kung saan mag-apply
Ang paghihinang na may mga matitigas na panghinang ay kapansin-pansin sa katotohanan na kapag ito ay isinasagawa, ang magkasanib na lugar ng mga produkto ay dapat na pinainit sa mga temperatura ng pagkakasunud-sunod ng 450 degrees o higit pa.
Ang ganitong mga solder ay tinatawag na refractory, at ang koneksyon na nakuha sa kanilang tulong ay nagpapanatili ng mga katangian ng lakas nito kahit na may malakas na thermal heating.
 Hindi tulad ng matigas na paghihinang, ang malambot na paghihinang ay nagsasangkot ng paggamit ng mababang temperatura na mga consumable na nagbibigay ng maaasahang pagdirikit sa mas mababang init (mga 200-300 ℃).
Hindi tulad ng matigas na paghihinang, ang malambot na paghihinang ay nagsasangkot ng paggamit ng mababang temperatura na mga consumable na nagbibigay ng maaasahang pagdirikit sa mas mababang init (mga 200-300 ℃).
Ang mga ito, bilang panuntunan, ay ginagamit kapag ang mga produkto ng paghihinang ay pinatatakbo sa ilalim ng normal na mga kondisyon ng temperatura, at hindi ginagarantiyahan ang pagpapanatili ng pakikipag-ugnay sa malakas na pag-init.
Ang mga posibilidad ng mga matitigas na solder ay malawakang ginagamit sa mga lugar na iyon kung saan kinakailangan upang makakuha ng isang tahi na, sa mga tuntunin ng mga katangian ng lakas nito, ay sumasakop sa isang intermediate na posisyon sa pagitan ng hinang at mababang temperatura na paghihinang.
Kasabay nito, ang espesyal na pansin ay binabayaran sa pagpapanatili ng istraktura ng mga materyales sa contact zone, na, pagkatapos ng pagproseso, ay hindi dapat mawala ang kanilang mga orihinal na katangian. Ang mga carbide joint ay madalas na hinihiling sa mga sumusunod na sitwasyon:
Ang mga carbide joint ay madalas na hinihiling sa mga sumusunod na sitwasyon:
- paggawa ng mga tool sa pagputol ng metal, mga pamutol na may mga hard-alloy na pagsingit na nagtatrabaho;
- sa paggawa ng mga lalagyan at sisidlan na ginawa batay sa mga non-ferrous na metal at hindi kinakalawang na asero;
- sa mga tindahan ng pag-aayos ng kotse (kapag nag-aayos ng mga radiator at indibidwal na mga elemento ng paghahatid), pati na rin sa mga lugar kung saan ang paggamit ng hinang ay lubos na hindi kanais-nais;
- kapag nag-i-install at nag-aayos ng mga tubo na gawa sa matigas na tansong haluang metal na naka-install sa mga kagamitan sa pagpapalamig at pagpapalitan ng init at tumatakbo sa ilalim ng "kritikal" na mga temperatura o mataas na presyon;
- para sa maaasahan at matibay na koneksyon ng mga bagay na may manipis na pader at mga bahagi na nakakaranas ng tumaas na pagkarga at nababanat na mga pagpapapangit sa panahon ng operasyon.

Tinitiyak ng paggamit ng hard soldering technology ang kinakailangang lakas ng resultang joint at ang paglaban nito sa overheating. Bilang karagdagan, ang mga pamamaraan ng carbide ay ginagamit sa pag-aayos ng mga produktong tanso o tanso na nakalantad sa mataas na temperatura sa panahon ng operasyon.








Hindi tulad ng mga brazing na materyales na inilarawan sa itaas, ang mga soft soldering application ay limitado sa normal na mga kondisyon ng operating.Ang pamamaraang ito ay kadalasang ginagamit kapag kinakailangan upang makakuha ng maaasahang koneksyon ng mga produkto at mga bahagi na gawa sa mga fusible na materyales na hindi napapailalim sa labis na init at pagpapapangit.
Ang mga komposisyon ng paghihinang na tin-lead, na naging laganap, ay lalong popular sa "malambot" na artikulasyon ng mga bahagi.
3 Paano maghinang ng mga tubo ng tanso?
Ang pamamaraan para sa pag-install ng isang pipeline na gawa sa mga produktong tanso ay napaka-simple:
Gamit ang isang pipe cutter, pinutol namin ang pipe (dapat itong ilagay patayo sa cutting device upang makuha ang pinaka-pantay na gilid) ng haba na kailangan namin.
Gamit ang isang brush na may bristles ng bakal, inaalis namin ang mga burr mula sa pipe, at nililinis namin ang mga ibabaw nito gamit ang isang brush
Pakitandaan - mahigpit na ipinagbabawal na gawin ang mga gawaing ito gamit ang pinong butil na papel de liha, dahil ang maliliit na particle nito ay mananatili sa ibabaw ng tanso at bawasan ang antas ng pagdirikit.
Pinapalawak namin ang pangalawang piraso ng tubular na produkto sa kinakailangang seksyon sa paraang malayang pumasok ang parehong mga segment sa bawat isa (sa kasong ito, dapat ding manatili ang isang maliit na puwang).
Nililinis namin (lahat ng parehong mga aparato) mula sa dumi at binubura ang gilid ng pinalawak na produkto.
Nag-aaplay kami ng flux sa isang tubo ng isang mas maliit na seksyon at ipamahagi ito gamit ang isang brush sa ibabaw. Imposibleng mag-aplay ng labis na pagkilos ng bagay (o ipamahagi ito nang hindi pantay), dahil kapag pinainit, ang panghinang ay maaaring makapasok sa loob ng pipeline sa pamamagitan nito at bumuo ng mga frozen na patak doon, na sa panahon ng pagpapatakbo ng system ay magdudulot ng ingay kapag gumagalaw ang tubig.

Pagkatapos nito, maaari mong ikonekta ang mga tubo (ipasok ang mga ito ng isa sa isa).Kasabay nito, upang maiwasan ang pagdikit ng panghinang sa tubo, kinakailangan na alisin ang labis na pagkilos ng bagay na may isang mamasa-masa na tela. Ang susunod na hakbang sa pamamaraan ay upang painitin ang nagresultang tambalan. Ang joint heating operation ay tinapos sa sandaling ang flux ay nagiging pilak.
Susunod, ang panghinang ay dinadala sa magkasanib na, na natutunaw mula sa pinainit na materyal ng tubo (alam ng lahat ang mataas na thermal conductivity ng tanso) nang walang init mula sa burner. Ang panghinang dahil sa capillary phenomenon ay tumagos sa pagitan ng mga konektadong elemento. Nakumpleto ang paghihinang kapag lumitaw ang mga patak ng panghinang sa ibabaw ng pantubo na produkto.

Pagkatapos nito, ang kantong ng mga tubo ay dapat lumamig. Sa panahon ng paglamig, hindi ka maaaring magsagawa ng mekanikal na epekto sa system, pati na rin subukang pabilisin ang proseso supply ng malamig na hangin. Ang pinalamig na kasukasuan sa huling yugto ng paghihinang ay pinupunasan ng isang tela na inilubog sa tubig. Sisiguraduhin nito ang isang maayos na hitsura ng pipeline, na kung saan ay walang mga residues ng panghinang at flux.
Pag-install ng mga tubo ng tanso
Sa proseso ng pag-install ng mga sistema ng pagtutubero gamit ang iyong sariling mga kamay, madalas na kinakailangan upang ikonekta ang mga tubo ng tanso sa mga produktong gawa sa iba pang mga materyales. Sa mga sistema ng pag-init, malamig at mainit na supply ng tubig, ang mga compound ng tanso na may bakal, plastik at tanso ay ligtas mula sa punto ng view ng paglitaw ng mga proseso ng kaagnasan. Ngunit ang pakikipag-ugnay ng tanso na may galvanized na bakal ay mapanganib para sa mga galvanized na tubo at humahantong sa kanilang pagkasira dahil sa mga proseso ng electrolytic. Upang maiwasan ang pagkabigo ng pipeline, kinakailangan na gawin ang koneksyon sa tulong ng, at tiyakin ang direksyon ng daloy ng tubig mula sa bakal patungo sa tanso.
Bago simulan ang trabaho, kinakailangan upang maghanda ng isang tool para sa pag-install ng mga tubo ng tanso sa isang sistema ng pag-init o pagbibigay ng mainit o malamig na tubig.Upang gawin ito, kakailanganin mo: isang pipe cutter o isang hacksaw para sa metal, isang file o isang scraper, sa pagkakaroon ng mga seksyon ng kumplikadong pagsasaayos - isang pipe bender, gas burner o hot air gun.
Copper piping ang do-it-yourself ay nagsisimula sa mga seksyon ng isang paunang nakalkula na haba. Pagkatapos ay kinakailangan na i-deburr ang panlabas at panloob na mga bahagi ng tubo, kung kinakailangan, ihanay ang hiwa. Ang paggamit ng isang pipe bender ay maiiwasan ang pagyupi ng tubo at ang pagbuo ng mga creases, na maaaring magdulot ng pagbaba sa pagganap ng pipeline sa mga lugar na ito.
Kung ang mga diameter ng pipe ay hindi lalampas sa 15 mm, kung gayon ang kanilang baluktot na radius ay dapat na hindi bababa sa 3.5 diameters, at kung higit sa 15 mm, pagkatapos ay apat na diameters. Kapag baluktot sa pamamagitan ng kamay, ang isang mataas na kalidad na liko ay maaari lamang makuha na may radius na katumbas ng 8 diameters.
Sa kabila ng kanilang paglaban sa kaagnasan, ang mga tubo ng tanso, dahil sa mga paglabag sa teknolohiya ng pagmamanupaktura, hindi wastong paghihinang at matinding kontaminasyon ng tubig na may mga nakasasakit na pagsasama, ay maaaring sumailalim sa lubhang mapanganib na pitting corrosion. Ang tubo ay nabubulok sa mga lugar kung saan ang oxide film ay nawasak. Ang isang paraan upang maiwasan ang prosesong ito ay ang pag-install ng mga filter sa supply ng tubig at mga pipeline ng pagpainit.
Sa modernong merkado ng konstruksiyon, ang mga tubo ng tanso, dahil sa kanilang natatanging pagganap, ay lubos na matagumpay na nakikipagkumpitensya sa mga produktong bakal, plastik at metal-plastic, sa kabila ng kanilang mataas na gastos.
Kahit na sa katotohanan na ang mga polymer pipe ay ginagamit nang mas madalas, ang mga produktong metal ay isang mahusay na tagumpay pa rin. Bilang isang patakaran, ang tanso, tanso at bakal ay ginagamit bilang metal.Para sa mas mahusay sa mga tuntunin ng paglaban sa kaagnasan at mataas na temperatura, ang tanso ay nakikilala. Sa totoo lang, tungkol sa koneksyon ng mga tubo ng tanso, at tatalakayin sa artikulong ito.
Kahit na sa kabila ng katotohanan na ang mga tubo ng tanso ay nakikilala sa pamamagitan ng kanilang mataas na gastos, na ibinigay sa lahat ng mga katangian ng materyal, ang kanilang paggamit ay lubos na makatwiran.
Una sa lahat, bago ikonekta ang mga tubo ng tanso, ito ay nagkakahalaga ng pagpapasya kung paano ikonekta ang mga ito, sa pamamagitan ng paghihinang o kung hindi man.
Pagtitipon ng pipeline na may mga kabit
Ang koneksyon ng mga tubo ng tanso na may mga kabit ay isinasagawa ng eksklusibo sa mga lugar na naa-access para sa inspeksyon. Ang panuntunang ito ay dahil sa ang katunayan na ang koneksyon ay hindi ganap na selyado at ang mga pagtagas ay maaaring mabuo sa paglipas ng panahon.
Ang bentahe ng isang sinulid na koneksyon ay, kung kinakailangan, ang mga pag-aayos ay maaaring gawin nang walang karagdagang pagsisikap, dahil ang resultang koneksyon ay nababakas.
Mga tool at materyales
Upang tipunin ang pipeline, kakailanganin mo ang mga sumusunod na materyales at tool:
- mga tubo ng tanso ng angkop na diameter;
- pagkonekta ng crimp o press fitting;

Mga Espesyal na Device para sa Piping Assembly
Ang mga uri at bilang ng mga kabit ay pinili alinsunod sa scheme ng pipeline.
- pamutol ng tubo o hacksaw;
- pipe bender para sa mga tubo ng tanso. Ang aparato ay ginagamit upang ayusin ang isang pipeline na may mas kaunting mga koneksyon, na nagpapataas ng lakas ng system;
- file para sa pagproseso ng mga tubo pagkatapos ng pagputol (bago sumali). Bukod pa rito, maaari mong gamitin ang pinong papel de liha;
- FUM-tape para sa sealing thread. Bilang karagdagan sa FUM tape, maaari ka ring gumamit ng linen thread, Tangit Unilok thread o anumang iba pang sealing material;
- wrench.
Mga tagubilin sa pagpupulong
Ang do-it-yourself na pagpupulong ng isang pipeline ng tanso gamit ang mga fitting ay isinasagawa sa sumusunod na paraan:
- pagputol ng mga tubo para sa pipeline. Ang haba ng bawat tubo ay dapat na ganap na sumunod sa scheme na iginuhit sa panahon ng pagbuo ng system;
- pag-alis ng insulating layer. Kung ang mga tubo na may pagkakabukod ay ginagamit para sa isang kagamitan na sistema ng pipeline para sa anumang layunin, pagkatapos ay ang layer ng pagkakabukod ay aalisin para sa isang malakas na koneksyon. Upang gawin ito, ang nais na seksyon ay pinutol ng isang kutsilyo at ang tubo ay nalinis;
- ang hiwa na gilid ay pinoproseso gamit ang isang file, papel de liha hanggang sa makuha ang isang makinis na ibabaw. Kung ang mga burr, potholes o iba pang mga iregularidad ay nananatili sa dulo ng tubo, ang koneksyon ay magiging mas mababa ang airtight;

Pagtanggal ng tubo bago kumonekta sa fitting
- kung kinakailangan, ang mga tubo ay baluktot;
- ang isang nut ng unyon at isang singsing ng compression ay inilalagay sa inihandang tubo;

Pag-install ng mga angkop na elemento para sa koneksyon
- ang tubo ay konektado sa angkop. Sa una, ang paghihigpit ay ginagawa sa pamamagitan ng kamay, at pagkatapos ay may isang wrench. Sa panahon ng paghihigpit, ganap na tinatakan ng ferrule ang koneksyon, inaalis ang pangangailangan para sa karagdagang mga sealant. Gayunpaman, kapag ikinonekta ang isang copper pipe sa isang pipe o fitting na gawa sa ibang materyal, kinakailangan ang karagdagang sealing gamit ang FUM tape.
Fitting fixation
Mahalaga na huwag higpitan ang mga thread, dahil ang malambot na tanso ay madaling ma-deform.



