- Paghihinang ng mga tubo ng tanso gamit ang iyong sariling mga kamay: kung paano maghinang ng mga tubo ng tanso?
- Mga panghinang para sa paghihinang ng tanso
- Mga sulo ng gas para sa paghihinang
- Mga panuntunan para sa ligtas na operasyon ng kagamitan
- Paano maghinang ng mga tubo
- Mga pamamaraan para sa paghihinang mga bahagi ng tanso
- Mga tampok ng mga compound ng mataas na temperatura
- Nagpapatigas
- Mga pag-iingat sa kaligtasan kapag naghihinang ng mga tubo ng tanso
- Malambot na mga tagubilin sa paghihinang
- Pag-fasten ng mga tubo ng tanso sa iba pang mga materyales
- Mga alamat tungkol sa copper piping
- Paano pumili ng tamang panghinang?
- High pressure binding crimp connections
- Paraan #4: Push-connect na koneksyon
Paghihinang ng mga tubo ng tanso gamit ang iyong sariling mga kamay: kung paano maghinang ng mga tubo ng tanso?
Mayroong dalawang uri ng paghihinang mga tubo ng tanso:
- mababang temperatura;
- mataas na temperatura.
Gamit ang unang paraan, bilang panuntunan, ang mga komunikasyon sa sambahayan ay naka-mount. Ang malambot na panghinang ay angkop para sa pamamaraang ito, maaari itong maging tanso (na may isang admixture ng posporus) na kawad na may cross section na 2 mm, lata o tingga na may mga additives, malambot na panghinang na may pilak.
Ang paghihinang sa iyong sarili, na may kaunting mga kasanayan, ay hindi magiging mahirap.
Ang malambot na panghinang ay may mas mababang punto ng pagkatunaw kaysa sa tanso, kaya hangga't nag-iingat ka, ligtas kang makakarating sa trabaho.
Una sa lahat, dapat mong ihanda ang pagkilos ng bagay, dahil nililinis nito ang metal mula sa mga oxide at pinoprotektahan ang lugar ng paghihinang mula sa pag-access ng oxygen. Tinatrato ng Flux ang dulo ng tubo at ang bahagi ng pagkonekta, sa kasong ito ay angkop.
Susunod, ang tubo ay konektado sa angkop, at ang kantong ay pinainit ng isang gas burner o panghinang na bakal. Sa panahon ng pag-init, ang panghinang ay natutunaw at sa isang likidong estado ay tumagos sa lahat ng mga libreng cavity ng joint. Ang panghinang ay dapat na pantay na ibinahagi sa ibabaw ng kasukasuan at ang tubo na may angkop ay dapat na itabi hanggang sa lumamig.
Ang matigas na paghihinang ay isinasagawa sa parehong pagkakasunud-sunod, ngunit may mas mataas na temperatura ng pag-init ng panghinang.
Mga panghinang para sa paghihinang ng tanso
Nag-aalok ang merkado ng konstruksiyon ng ilang mga pagpipilian panghinang para sa paghihinang mga tubo ng tanso. May isang opinyon na ang mga malambot na panghinang, na binubuo ng lata na may iba't ibang uri ng mga additives, ay hindi matiyak ang pagiging maaasahan ng mga joints ng panghinang. Sa kabila ng katotohanan na ito ay hindi ganap na totoo, maaari mong i-play ito nang ligtas at pumili ng panghinang na may pagdaragdag ng pilak.
Para sa mataas na temperatura na paghihinang, ang hard copper-phosphorus solder ay inilaan, na nagbibigay ng higit na pagiging maaasahan ng paghihinang. Ang mataas na temperatura na paghihinang ay ginagamit kapag sumali sa mga tubo ng mga pangunahing pipeline, kung saan ang mga pagbaba ng presyon ay katanggap-tanggap.
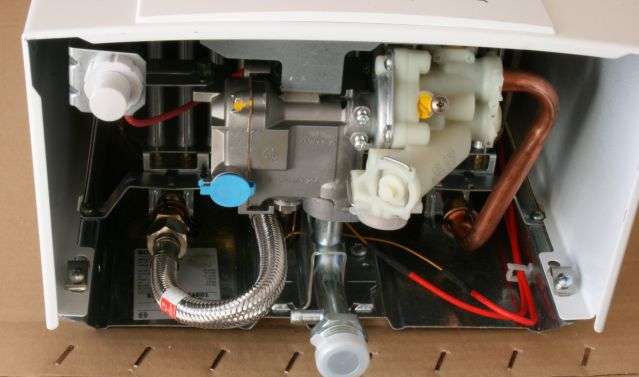
Mga sulo ng gas para sa paghihinang
Simula sa independiyenteng pag-install ng pipeline, kinakailangan upang piliin ang mga tamang tool at kagamitan para sa paghihinang ng mga tubo ng tanso, na nagbibigay ng espesyal na pansin sa burner. Ang burner ay maaaring:
Ang burner ay maaaring:
- Propane (ginagamit, madalas, sa malalaking dami ng trabaho).
- Sa pinaghalong MAPP (Methylacetylene-Propadien-Propane gas mixture).
- Acetylene.
- Oxygen.
Ang mga gas burner ay maaaring nilagyan ng mga naaalis na disposable cylinder, o may koneksyon sa hose sa isang nakatigil na silindro.
Para sa pag-install ng isang maliit na pipeline, sapat na ang isang modelo na may naaalis na tangke ng gas.
Iyon lang ang kailangan mong malaman tungkol sa mga tampok ng paghihinang mga produktong tanso. Ang pagkakaroon ng mga kinakailangang kagamitan at materyales para sa paghihinang ng mga tubo ng tanso, maaari mong independiyenteng i-mount ang isang pipeline sa bahay na tatagal ng maraming taon.










Mga panuntunan para sa ligtas na operasyon ng kagamitan
Ang mga kagamitan sa silindro ng gas, kung ginamit nang hindi wasto, ay maaaring pagmulan ng matinding pagsabog o sunog.
Kapag nagsasagawa ng welding work, siguraduhing gumamit ng personal na kagamitan sa proteksiyon: salaming de kolor, guwantes, mga espesyal na sapatos.

Bago simulan ang trabaho, kailangan mong maingat na suriin ang kagamitan para sa pinsala. Kung marumi ang kagamitan, siguraduhing alisin ang dumi
Posibleng magtrabaho kasama ang mga propane cylinder lamang sa mga lugar na mahusay na maaliwalas, habang ang temperatura ng hangin ay hindi dapat mas mababa sa 0 ° C.
Ganap na ipinagbabawal:
- Magtrabaho malapit sa bukas na apoy.
- Panatilihing nakatagilid ang silindro kapag nagtatrabaho.
- Maglagay ng mga sisidlan sa ilalim ng araw.
- Magsagawa ng trabaho nang walang gearbox.
- Painitin ang gearbox sa bukas na apoy.
Bilang karagdagan, kung naaamoy mo ang gas, dapat mong ihinto kaagad ang pagtatrabaho at isara ang balbula sa silindro. Inirerekomenda din namin na pamilyar ka sa mga pangunahing sanhi ng pagsabog ng mga silindro ng gas.
Paggawa nang walang personal na kagamitan sa proteksiyon, maaari kang masunog, hindi lamang mula sa bukas na apoy, kundi pati na rin mula sa hindi sinasadyang pakikipag-ugnay sa mga mainit na bahagi.
Kung ang itinuturing na mga burner na gawa sa bahay ay hindi angkop para sa iyo, inirerekumenda namin na maging pamilyar ka sa iba pang mga pagpipilian para sa paggawa ng mga kapaki-pakinabang na produktong gawa sa bahay na tinalakay sa aming mga artikulo - isang blowtorch burner at isang sauna stove burner.
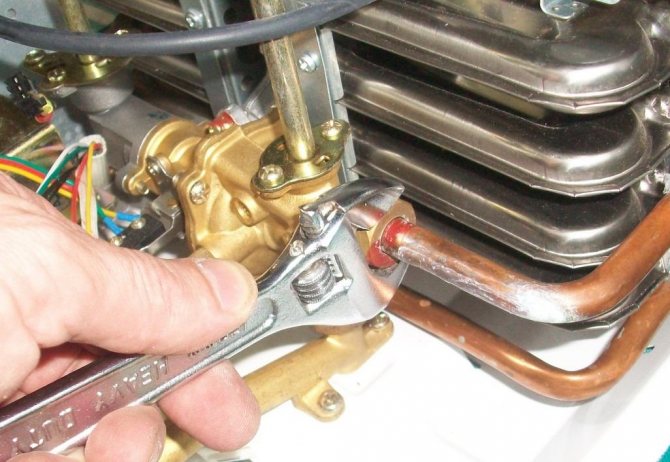
Paano maghinang ng mga tubo
Bago simulan ang trabaho, kailangan mong maghanda ng mga komunikasyon para sa pagkakalantad. Ang welding ng mga pipeline ay isinasagawa sa maliliit na seksyon ng mga sistema ng alkantarilya, kaya kailangan mong i-cut ang pipe sa isang tiyak na laki. Ang lugar ng hiwa ay nalinis, pagkatapos kung saan ang isang chamfer ay ginawa doon. Ang operasyong ito ay makakatulong na mapadali ang koneksyon ng mga sanga ng pagpainit at paglamig sa mga kabit.
Larawan - sunud-sunod na mga tagubilin
Para sa pag-install ng mga annealed na materyales, kakailanganin mong gamitin ang tinatawag na pipe expander. Ang tool na ito ay kinakailangan para sa pag-install sa mga non-standard diameter fitting. May mga device na may iba't ibang diameter, halos hanggang 110 mm.
Hakbang-hakbang na mga tagubilin kung paano panghinang na mga tubo ng tanso lata:
Ayon sa SNiP, ang nominal na diameter ay dapat palaging mas mababa kaysa sa angkop;
Ang pagpoproseso ng mataas na temperatura ng mga kasukasuan ay magsisimula lamang pagkatapos na matanggal ang mga ito. Ang mga kabit at tubo ay dapat linisin gamit ang isang brush at, kung kinakailangan, kuskusin ng papel de liha. Depende sa pag-iimbak ng mga komunikasyon, inirerekomenda din na tratuhin ang kanilang mga joints na may alkohol para sa degreasing;
Dagdag pa, ang isang manipis na layer ng flux paste ay inilalapat sa lugar kung saan ang mga tubo ng tanso ay ibebenta at ang mga kabit na ilalagay upang ikonekta ang mga bahagi ng komunikasyon ay mai-install;
Ngayon ang burner ay lumiliko sa nais na temperatura. Ang panghinang ay dapat na isagawa nang eksakto sa gilid ng mga kasukasuan, at ang lugar kung saan pinagsama ang angkop ay dapat na pinainit ng isang sulo.Para sa mga komunikasyon sa pagtutubero ng welding, ito ay pinaka-maginhawa upang gumana sa lata, dahil ito ay nasisipsip sa metal at maaari kang makatipid ng oras sa pagpainit ng mga kasukasuan;
Kinakailangan na maghinang ng mga tubo nang hindi hihigit sa 20 segundo, dahil ang maximum na temperatura ng burner ay higit sa 1000 degrees. Mag-ingat, sa ilang mga kondisyon ay kinakailangan ang mababang temperatura ng hinang, kaya ipinapayong malaman kung anong uri ng mga tubo ang mayroon ka;
Matapos maisagawa ang pagpupulong ng alkantarilya
Napakahalaga na huwag agad na i-on ang tubig sa mga linya, kung hindi, ang koneksyon ay hindi magkakaroon ng oras upang palamig at matatakpan ng mga bitak - ito ay negatibong makakaapekto sa higpit ng koneksyon. Ang average na oras ng paglamig para sa tanso ay mula 30 minuto hanggang dalawang oras.
Para sa hinang mga tubo ng tanso na may maliit na pagkakaiba sa diameter, ginagamit ang teknolohiyang "capillary soldering". Pinapayagan ka nitong ikonekta ang mga indibidwal na komunikasyon sa isang panghinang na may pagkakaiba sa pagitan ng mga ito hanggang sa 0.5 mm. Sa kasong ito, pinupuno ng panghinang ang puwang sa pagitan ng mga tubo. Pinapayagan nito ang pag-install ng system nang walang tahi. Ang pamamaraan ay gumagamit ng mga matitigas na solder, na may pinahusay na proteksiyon na function.
Karamihan sa tagumpay ng paghihinang ay nakasalalay sa uri ng panghinang na ginagamit. Kadalasan, ang mga tubo ng tanso ay hinangin ng pilak, tanso at lata, na may mataas na mga rate ng daloy. Hindi gaanong karaniwan, ang trabaho ay ginagawa gamit ang aluminyo.
Maaari kang bumili kaagad ng hindi lamang isang makina para sa paghihinang ng mga tubo ng tanso, kundi pati na rin ang isang hanay ng mga expander at fitting na kakailanganin kapag nag-wiring ng mga imburnal na walang propesyonal na tubero. Bago simulan ang trabaho, ipinapayo namin sa iyo na sumailalim sa pagsasanay sa teknolohiya, o hindi bababa sa panoorin ang video.










Mga pamamaraan para sa paghihinang mga bahagi ng tanso
Upang ikonekta ang mga tubo ng tanso, dalawang paraan lamang ng paghihinang ang ginagamit.Ang bawat isa ay ginagamit ayon sa detalye ng bahagi at mga katangian. Ang do-it-yourself na paghihinang ng mga tubo ng tanso ay nahahati sa:
- Sa mataas na temperatura, ito ay tinatawag na "solid". Ang tagapagpahiwatig ng temperatura sa mode na ito ay umabot sa 900 °. Pinapayagan ka ng refractory solder na makagawa ng isang tahi na may mataas na mga tagapagpahiwatig ng lakas, ang pamamaraang ito ay ginagamit sa paggawa ng mga pipeline na napapailalim sa mataas na pagkarga.
- Ang proseso ng malambot na paghihinang ay isinasagawa sa mga temperatura na nagsisimula sa 130 °, ginagamit ito sa mga domestic application kapag nagtatrabaho sa mga tubo na may diameter na hanggang 1 cm Ang teknolohiya ay nagsasangkot ng pagsali sa pamamagitan ng docking, pre-treatment na may flux paste.
Sa panahon ng trabaho, mahalagang huwag kalimutan na ang kapangyarihan ng apoy na ibinigay ng burner ay maaaring umabot sa 1000 degrees. Samakatuwid, ang pagproseso ng mga joints ay dapat na isagawa nang hindi hihigit sa 20 segundo.
Kapag pinainit, ang malambot na panghinang ay nagsisimulang matunaw at punan ang kasukasuan.
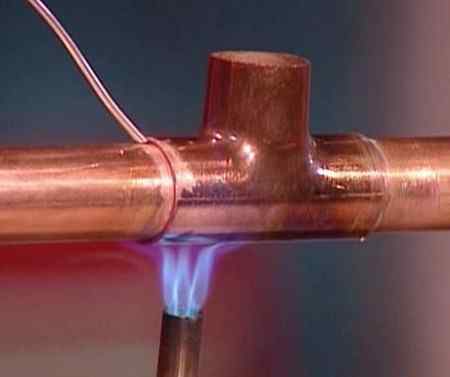
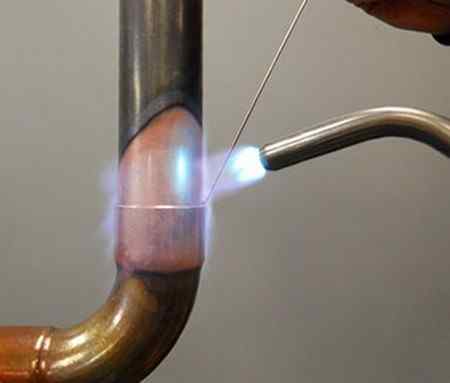
Mga tampok ng mga compound ng mataas na temperatura
Sa mataas na temperatura na paraan ng paghihinang, ang metal ay pinaputok sa 700 ° C at sa itaas, na nag-aambag sa paglambot ng metal. Para sa paghihinang, ginagamit ang mga kagamitan sa apoy na may kakayahang matunaw ang mga matitigas na panghinang. Ang panghinang ay binubuo ng kanilang tanso-posporus na komposisyon, ay ginawa sa anyo ng mga rod. Ang proseso ng paghihinang mga tubo ng tanso ay hindi nagpapahiwatig ng paggamit ng pagkilos ng bagay, kasunod ng pagkakasunud-sunod ng mga aksyon, posible na tama na punan ang pinagsamang.
Mataas na temperatura ng koneksyon sa tanso na tubo
Magsisimula ang proseso kapag natunaw ang solder rod, ang mga hakbang sa trabaho ay:
- pagkatapos ng pagpupulong, ang pagsali sa tahi ay nagpainit;
- ang isang solid-state solder ay ibinibigay sa kantong, ang paglambot nito ay isinasagawa ng isang gas burner;
- kapag ito ay biswal na nakumpirma na ang panghinang ay inilalapat sa metal, ang tubo ay dapat na paikutin, ang docking ay dapat suriin kasama ang buong perimeter.
Ang pangunahing bentahe ng pamamaraang ito ay ang mataas na lakas ng magkasanib na mga tubo ng tanso, kung kinakailangan, posible na baguhin ang diameter ng koneksyon sa isang mas maliit na bahagi. Ang mataas na temperatura sa panahon ng operasyon ay hindi maaaring sirain ang tahi. Ang matigas na paghihinang ay nangangailangan ng ilang mga kasanayan; ang overheating ay posible sa panahon ng operasyon, na humahantong sa pagkasira ng metal.
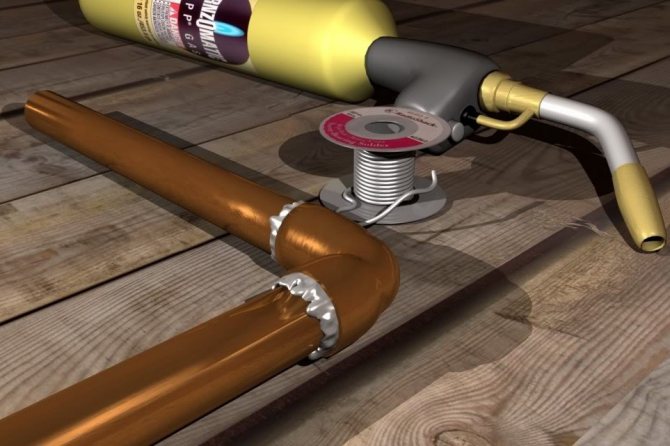
Nagpapatigas
Ang bawat proseso ay nangangailangan ng isang responsableng diskarte sa pagganap ng trabaho. Para sa pagpainit, ginagamit ang propane o gasoline burner kapag gumagamit ng malambot na panghinang sa pamamagitan ng pagsali sa mga tubo ng tanso
Mahalagang malaman na ang isang burner na may piezo ignition ay makabuluhang bawasan ang oras ng pagpapatakbo; hindi ipinapayong bumili ng mga mamahaling modelo nang walang ganitong function.
Teknolohikal na proseso
Sa proseso, mahalagang gumamit ng mga de-kalidad na accessories, ang flux paste ay may mahalagang papel sa koneksyon. Ang pantay na saklaw ng mga bahagi ng tubo ng tanso ay nakamit gamit ang isang malambot na brush, pagkatapos ng aplikasyon, ang labis ay tinanggal gamit ang isang basahan
Ang temperatura ng burner ay maaaring umabot sa 900 degrees, kapag ang paghihinang ay mahalaga na huwag i-overexpose ang produkto, kung hindi man ay magaganap ang overheating.
Mga pag-iingat sa kaligtasan kapag naghihinang ng mga tubo ng tanso
Ang mga tubo ng tanso ay ginagamit bilang mga fluid conductor na may mahusay na mga katangian ng anti-corrosion. Ang pag-install ng mga tubo na tanso ay hindi maaaring isagawa upang makapagbigay ng maiinom na tubig sa gripo. Ang tanso ay nagkakaroon ng kontak sa chlorine, na idinaragdag upang linisin ang tubig, at maaaring bumuo ng mga sangkap na nakakapinsala sa katawan ng tao.Para sa mga pinagmumulan ng artesian, ang mga balon ay hindi mapanganib na gamitin.










Paghihinang tanso na may guwantes
Mahalagang gumamit ng mga de-kalidad na tool, magtrabaho kasama ang mga guwantes at subaybayan ang kondisyon ng kagamitan. Ang thermal conductivity ng metal ay medyo mataas, kapag ang isa sa mga node ay pinainit at ang mga pag-iingat sa kaligtasan ay hindi sinusunod, posible na makakuha ng mga paso.
Ang isang mataas na kalidad na tahi ay maaaring makuha sa kawalan ng mga panlabas na kadahilanan sa anyo ng mga pag-load hanggang sa ganap na lumamig ang joint.
Malambot na mga tagubilin sa paghihinang
Pansin: ang gilid ng tubo at ang tubo mismo ay dapat na perpektong pantay at tuwid - ang kalidad ng pangkabit ng mga bahagi ay nakasalalay dito, samakatuwid ito ay pinakamahusay na gumamit ng isang pamutol ng tubo upang i-cut ang mga tubo
- Gamit ang isang pipe expander, dagdagan ang diameter ng fitting, gamit ang isang beveler, linisin ang mga gilid ng pipe.
- Pakinisin ang loob ng fitting gamit ang brush, ang labas ng pipe gamit ang brush.
- Gamit ang isang brush, ilapat ang paghihinang paste - flux - sa fitting at pipe at agad na ikabit ang mga bahagi, pag-iwas sa anumang uri ng kontaminasyon.
- Gumamit ng isang panghinang na tanglaw upang malumanay na init ang magkasanib na bahagi, na gumagalaw sa buong eroplano. Ang criterion para sa isang magandang warm-up ay isang pagbabago sa kulay ng paste.
- Tapusin ang pag-init ng mga bahaging pagsasamahin, lagyan ng solder ang buong ibabaw ng joint. Ang solder wire ay hindi dapat hawakan ng apoy ng burner: ang solder ay dapat matunaw sa tansong ibabaw ng tubo, tiyak mula sa temperatura nito nang walang interbensyon ng apoy.
- Maghintay para sa natural na paglamig ng joint - nang walang anumang paraan ng paglamig.
- Siguraduhing alisin ang natitirang i-paste mula sa mga tubo gamit ang isang mamasa-masa na espongha. Ang epekto nito ay kinakailangan lamang kapag naghihinang: sinisira nito ang proteksiyon na layer ng base ng tanso.
Pansin: ang mga bahagi sa panahon ng paghihinang at pansamantalang pagkatapos nito ay dapat na maayos, dahil ang mga tubo ng tanso ay maaari lamang ibenta sa isang nakatigil na posisyon. Ang joint sa lugar ng attachment ng mga bahagi ay dapat na masikip at pantay.
Posibleng suriin ang resulta lamang kapag ang sapat na presyon ng tubig ay naka-on sa pipeline, ngunit kung ang paghihinang ay naging maayos, ang pagiging maaasahan ng koneksyon ay hindi bumababa sa anumang paraan mula sa temperatura ng tubig, posibleng pagbaba ng presyon o mula sa oras hanggang oras
Ang pinagsamang sa lugar ng pangkabit ng mga bahagi ay dapat na masikip at pantay. Posibleng suriin ang resulta lamang kapag ang sapat na presyon ng tubig ay naka-on sa pipeline, ngunit kung ang paghihinang ay naging maayos, ang pagiging maaasahan ng koneksyon ay hindi bumababa sa anumang paraan mula sa temperatura ng tubig, posibleng pagbaba ng presyon o mula sa oras hanggang oras.
Pag-fasten ng mga tubo ng tanso sa iba pang mga materyales
Mayroong maraming mahahalagang nuances na nauugnay sa mga posibilidad ng pagkonekta ng mga istruktura ng tanso sa mga produkto mula sa iba pang mga metal:
- Ang pag-fasten ng tanso at galvanized na bakal ay maaaring makaapekto sa kondisyon ng pipeline ng galvanized steel: ang mga reaksiyong kemikal sa pagitan ng sink at tanso ay humantong sa pagkasira ng dating.
- Ang mga tansong pangkabit na may bakal, plastik at tanso ay ligtas at hindi nakakasira ng mga metal.
Samakatuwid, kung may pangangailangan na i-fasten ang mga tubo ng tanso at galvanized, maaari lamang itong gawin sa tulong ng isang angkop na tanso at sa isang direksyon lamang: sa pamamagitan ng sirkulasyon ng tubig mula sa galvanized pipe hanggang sa tansong tubo.
Ang mga tubo ng tanso ay nakakabit sa mga plastik o bakal na tubo lamang na may mga brass push fitting.Ang pangunahing pangkabit ng system ay nagaganap gamit ang clamping ring at ang clamping nut ng fitting: sila ay screwed on sa pamamagitan ng karaniwang bilang ng mga liko na ipinahiwatig sa teknikal na suporta ng fitting, at dapat silang pana-panahong suriin sa panahon ng operasyon para sa posibleng pagtagas. o pagluluwag.
Mga alamat tungkol sa copper piping
Dahil sa kakulangan ng ugali ng tanso bilang isang materyal para sa gas, supply ng tubig at mga sistema ng pag-init, ang modernong domestic consumer ay may isang tiyak na kawalan ng tiwala sa metal na ito. Mayroong dalawang alamat:
- Ang mga tubo ng tanso ay mapanganib kapag nakikipag-ugnayan sa chlorinated na tubig. Siyempre, ang tanso, na nagsisimula ng isang reaksyon sa mga elemento ng chlorine, ay nag-oxidize, ngunit ang pelikula na lumilitaw sa loob ng pipeline, sa kabaligtaran, ay pinoprotektahan ang mga tubo mula sa iba't ibang mga pagkilos ng kemikal at ganap na ligtas para sa katawan ng tao.
- Ang mga tubo ng tanso ay mahal at hindi praktikal, sa kabila ng mataas na halaga. Ang hindi praktikal ay ipinaliwanag sa pamamagitan ng posibleng oksihenasyon ng panlabas na bahagi ng mga tubo, habang sa loob ng mga tubo ng tanso ay na-oxidized din, ngunit sila ay ganap na immune sa kaagnasan. Ang mas mahal na presyo ng mga tubo ng tanso ay higit pa sa saklaw ng tibay ng mga materyales at kadalian ng pag-install ng do-it-yourself.
Ngunit ang gayong mga alamat ay maaari lamang sirain sa pamamagitan ng mga taon ng pagsasanay. Ito ay hindi para sa wala na ang metal na ito ay ginamit sa mga sistema ng pagtutubero ilang siglo na ang nakalilipas, at hanggang ngayon, ang tanso ay may isang karapat-dapat na pagkilala sa mga bansang Europa. Dahil sa kadalian ng pag-install at kalidad ng mga materyales, ang mga tubo ng tanso para sa domestic plumbing ay mas kanais-nais, at tiyak na makakahanap ng mga bagong admirer sa ating bansa.





![Do-it-yourself na paghihinang ng mga tubo na tanso [pagpili ng isang sulo, video, mga tip]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




Paano pumili ng tamang panghinang?
Ang wastong napiling solder ay makakatulong upang ayusin ang isang sistema ng komunikasyon ng anumang kumplikado nang walang labis na pagsisikap. Pagdating sa pagtatrabaho sa bahay, dapat kang gumamit ng materyal na natutunaw sa mababang temperatura.
Ang paggamit ng mga high-temperatura na hard-melting na elemento sa pang-araw-araw na buhay ay may problema, dahil nangangailangan ito ng pagpainit ng gumaganang haluang metal sa 600-900 degrees. Upang makamit ito nang walang espesyal na kagamitan ay medyo mahirap.
Ang paghihinang ng tanso ng pagkain ay maaaring isagawa gamit ang mga espesyal na panghinang na hindi naglalaman ng mga nakakalason, lason at agresibong elemento na maaaring makapinsala sa kalusugan
Ang paggamit ng mga metal at mga derivatives ng mga ito na natutunaw sa mataas na temperatura ay nauugnay sa ilang panganib. Sa panahon ng pagproseso, maaari silang makapinsala o masunog sa pamamagitan ng isang manipis na pader na tansong tubo.
Upang maiwasang mangyari ito, makatuwiran na kumuha ng isang malakas, ngunit mahinang natutunaw na malambot na panghinang, at iwanan ang solidong bersyon para sa makapal na pader na mga komunikasyong tanso.
Kapag walang inaasahang mabibigat na load sa system, hindi kinakailangang gumamit ng hard solder, maliban kung kinakailangan. Sa mga pangunahing kumplikadong sambahayan, ang mga malambot na light-alloy na solder ay sapat na upang lumikha ng isang maaasahang koneksyon.
Upang ikonekta ang mga tubo ng tanso sa mga network ng gas, ito ay nagkakahalaga ng pagpili ng mga solder na naglalaman ng pilak. Nagbibigay sila ng pinakamataas na lakas ng magkasanib na lakas, neutralidad ng panginginig ng boses at mataas na pagtutol sa panlabas at panloob na mga impluwensya.
Ito ay nagkakahalaga ng kaunti pa upang magbayad para sa pilak, ngunit ang seguridad, pagiging maaasahan at tibay ng system ay magbabayad ng lahat ng mga gastos sa pananalapi sa paglipas ng panahon.
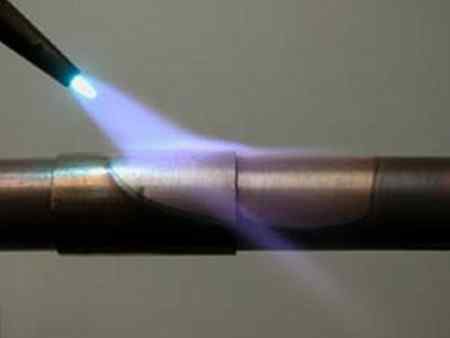
High pressure binding crimp connections
Ang mga pag-unlad sa teknolohiya ng bonding crimp at sa pagbuo ng mga o-ring na materyales ay naging posible na maglapat ng mga bonding crimp sa mga high pressure system. Gayunpaman, ang mga high pressure system ay nangangailangan ng bahagyang magkaibang mga configuration ng press jaw.
Ang resulta ng paggawa ng connecting node gamit ang 360º double crimp technique
Ang mga koneksyon ng bonding crimp para sa mababang presyon, proseso, at hindi medikal na compressed na mga linya ng gas ay gumagamit ng iisang karaniwang hexagonal crimp na hugis.
Ang mas mataas na pressure bonding ay nangangailangan ng paggamit ng mga espesyal na idinisenyong press fitting at clamping jaws upang magbigay ng 360° double crimp sa fitting.
Paraan #4: Push-connect na koneksyon
Ang isang natatanging tampok ng paraan ng push-in na pagpupulong ay walang karagdagang mga tool, burner, mga espesyal na gas ng gasolina o kuryente ang kinakailangan para sa pag-install. Ang push-in assembly ay sinisiguro ng pinagsamang elastomer seal at stainless steel grip ring.
Maginhawa sa lahat ng aspeto at medyo praktikal para sa operasyon, ang paraan ng pag-assemble ng pagpupulong sa pamamagitan ng pagpasok sa pamamagitan ng pagpindot (push-connect)
Ang mga karaniwang hanay ng presyon at temperatura para sa mga push-in assemblies ay ipinapakita sa talahanayan:
| Uri ng pagpupulong | Saklaw ng presyon, kPa | Saklaw ng temperatura, ºC |
| Push-in insertion, D = 12.7 – 50.8 mm | 0 – 1375 | minus 18 / plus 120 |
Mayroong dalawang karaniwang uri ng mga kabit para sa ganitong uri ng pagpupulong. Ang parehong mga opsyon ay lumikha ng malakas, maaasahang knot assemblies.Gayunpaman, habang ang isang uri ng push-in fitting ay nagbibigay-daan sa pagpupulong na madaling maalis pagkatapos ng pag-install, tulad ng para sa pagpapanatili ng system, ang isa ay hindi sumusuporta sa configuration na ito. Ang mga kabit ng sandaling ito ay naiiba sa isa't isa.








Mga uri ng mga kabit para sa mga koneksyon sa push-in: sa kaliwa - isang collapsible na disenyo; kanan - hindi mapaghihiwalay na disenyo
Bago i-assemble ang pagpupulong, kinakailangan na isagawa ang lahat ng mga pamamaraan ng paghahanda sa tubo ng tanso, tulad ng inilarawan sa itaas
Dito, ang espesyal na pansin ay dapat bayaran sa paglilinis ng beveled na dulo ng tansong tubo na may papel de liha, naylon abrasive na tela o sanitary cloth. Tinitiyak ng mga pagkilos na ito ang integridad ng sealing gasket sa oras ng pagpasok ng copper pipe sa katawan ng fitting.
Ang pagpupulong ay nagsasangkot ng pagpapatupad ng isang mahigpit na pagtulak, sabay-sabay na pag-twist na paggalaw na nakadirekta sa katawan ng angkop. Ang paggalaw ng copper pipe sa loob ng fitting ay ginagawa hanggang ang copper pipe ay nakasandal sa likod ng fitting cup. Ang sandaling ito ay karaniwang ipinapahiwatig ng isang dating ginawang marka ng lalim ng pagpasok sa ibabaw ng tanso.
Sa tulong ng impormasyon: Cooper