- Paano magsimula bilang isang beginner welder
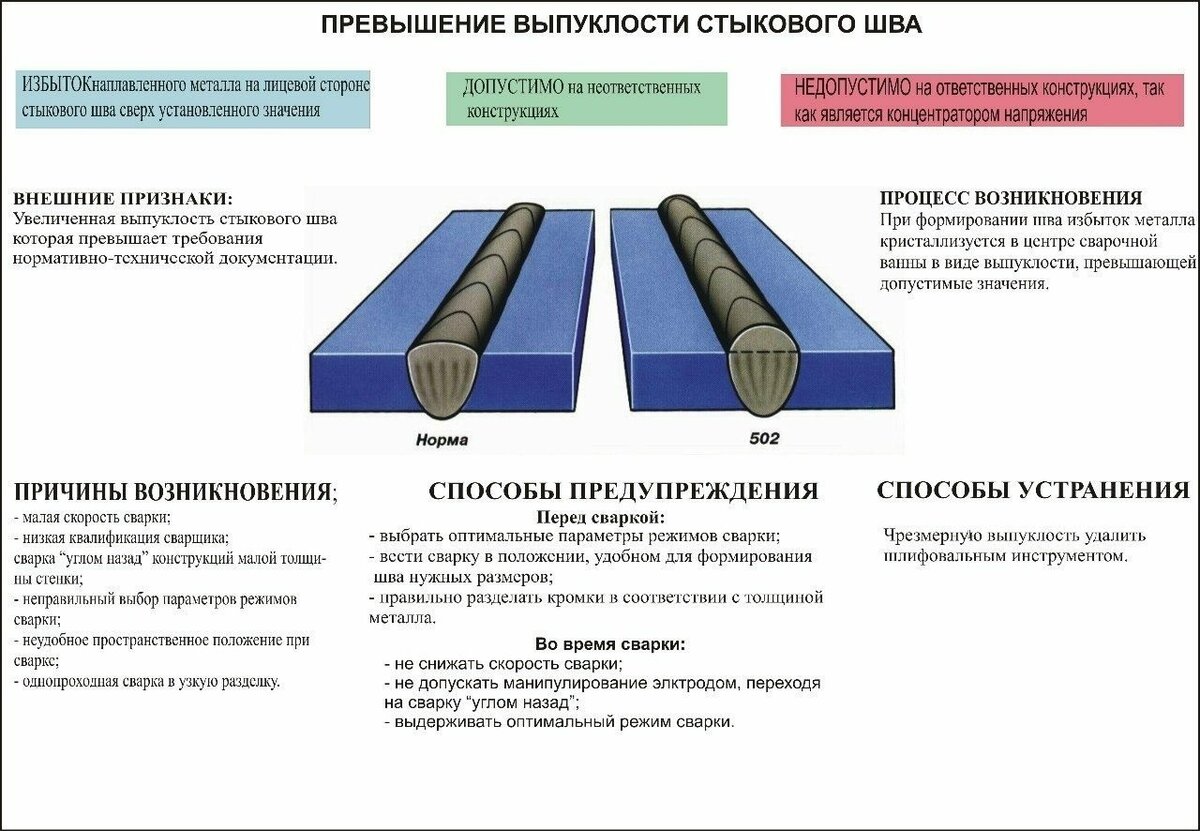
- Posibleng mga depekto sa welding joints at seams
- Teknolohiya ng electric welding
- Paano sindihan ang isang arko
- Bilis ng welding
- Mga pamamaraan ng welding
- Tip anim
- Ano ang kailangan mo para sa welding sa bahay?
- Ano pa ang kailangan mong magkaroon
- Mga elemento ng hinang
- Ang mga pangunahing kaalaman sa electric welding
- Mga uri ng electric welding
- Teknolohiya ng hinang
- Hakbang-hakbang na mga tagubilin para sa hinang gamit ang isang inverter
- Mga kasangkapan at kagamitan
- Mga uri ng kagamitan
- Mga kasangkapan at kagamitan
- Teknolohiya ng hinang
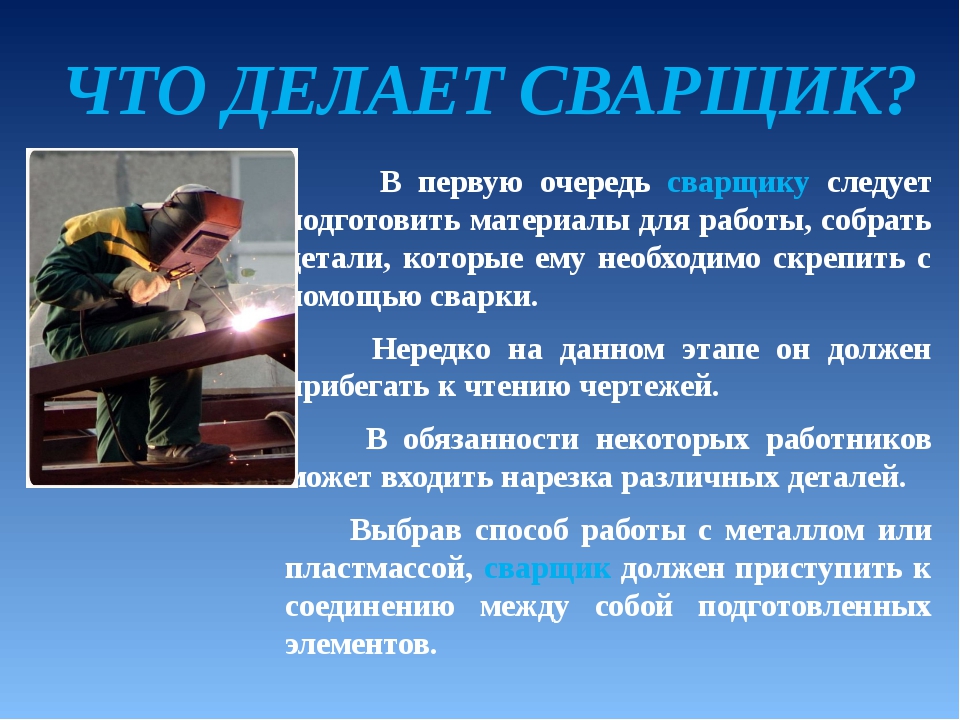
Paano magsimula bilang isang beginner welder
Narito sa wakas ang isang welding inverter, isang welder's mask at mga electrodes sa harap mo. Hindi lang ito ang kakailanganin ng isang bihasang welder, ngunit sapat na ito para magsimula ang isang baguhan. matutong magluto gamit ang electric welding.
Una sa lahat, kakailanganin mong ikonekta ang dalawang cable sa inverter. Isang cable na may electrode holder, at ang pangalawa ay may ground terminal
Kung saan mas mahusay na ikonekta kung aling cable sa plus o minus ng inverter ay hindi pa napakahalaga. Maaari kang matuto nang higit pa tungkol sa direkta at reverse polarity, unti-unting natutunan ang mga pangunahing kaalaman sa welding
Samakatuwid, matapang, ikinonekta namin ang may hawak ng elektrod sa plus ng inverter, at ang clamp na may lupa sa negatibong konektor, ipasok ang elektrod sa may hawak at subukang magluto. Sa kasong ito, bago mag-apoy ng elektrod, ayusin nang tama ang welding current sa inverter.Gamitin lamang ang talahanayan na may mga parameter ng mga electrodes at kasalukuyang hinang (tingnan sa itaas), at pagkatapos ay piliin ang pinaka-angkop na halaga.
Kaya, kailangan mo munang matutunan kung paano sindihan ang isang arko. Ginagawa ito sa pamamagitan ng bahagyang pagtapik sa elektrod sa metal o bahagyang paggalaw ng dulo nito sa ibabaw ng metal. Para sa mga nagsisimula, mas mainam na gamitin ang pangalawang opsyon.
Hindi kinakailangang idikit ang elektrod nang masyadong matigas sa metal, dahil tiyak na dumikit ito sa ibabaw. Sa sandaling umilaw ang welding arc, kailangan mong patuloy itong panatilihing nasusunog habang isinasagawa ang welding. Sa kasong ito, ang distansya sa pagitan ng elektrod at ibabaw ng metal ay dapat na mga 2-3 mm (maikling arko).
Kung ang lahat ay nagtrabaho para sa iyo at ang arko ay nasusunog, maaari mong subukang i-weld ang workpiece. Upang gawin ito, ikiling ang elektrod sa gilid at hawakan ito sa isang anggulo ng 40-60 degrees. Dahan-dahang simulan ang paglipat ng elektrod mula sa gilid patungo sa gilid kasama ang joint. Maaari mong pangunahan ang elektrod sa iba't ibang paraan, ngunit imposibleng makabisado ang lahat nang sabay-sabay.
Posibleng mga depekto sa welding joints at seams
Ang electric welding ay isang kumplikadong proseso at hindi palaging maayos ang lahat.
Bilang resulta ng mga pagkakamali sa trabaho, ang mga seams at joints ay maaaring magkaroon ng iba't ibang mga depekto, kabilang ang:
- Mga bunganga. Maliit na indentations sa weld bead. Maaaring lumitaw bilang isang resulta ng isang arc break o isang error sa pagpapatupad ng huling fragment ng tahi.
- Mga pores. Ang welding seam ay nagiging porous bilang resulta ng kontaminasyon ng mga gilid ng mga bahagi na may kalawang, langis, atbp. Bilang karagdagan, ang porosity ay maaaring lumitaw kapag ang tahi ay pinalamig nang masyadong mabilis, sa mataas na bilis ng hinang at kapag nagtatrabaho sa mga basang electrodes.
- Mga undercut. Mukha silang maliliit na indentasyon sa magkabilang gilid ng seam bead.Lumitaw kapag ang mga electrodes ay inilipat sa direksyon ng vertical na pader kapag hinang ang mga joint ng sulok. Bilang karagdagan, ang mga undercut ay nabuo kapag nagtatrabaho sa isang mahabang arko o kung ang mga halaga ng kasalukuyang hinang ay masyadong mataas.
- Mga pagsasama ng slag. May mga piraso ng slag sa loob ng welding bead. Ito ay maaaring mangyari kung ang mga gilid ay marumi, ang bilis ng hinang ay mataas, o kung ang kasalukuyang hinang ay masyadong mababa.
Ito ang pinakakaraniwang mga depekto sa weld, ngunit maaaring may iba pa.
Teknolohiya ng electric welding
Ang electric welding ay isang proseso na nangyayari sa ilalim ng impluwensya ng mataas na temperatura, sa itaas ng pagkatunaw ng metal. Bilang resulta ng hinang, ang isang tinatawag na weld pool ay nabuo sa ibabaw ng metal, na puno ng isang tinunaw na elektrod, kaya bumubuo ng isang hinang.
Samakatuwid, ang mga pangunahing kondisyon para sa pagpapatupad ng electric welding ay upang mag-apoy sa electrode arc, matunaw ang metal sa mga workpiece na welded at punan ang weld pool dito. Tila, sa lahat ng pagiging simple, napakahirap para sa isang hindi handang tao na gawin ito. Una, kailangan mong maunawaan kung gaano kabilis ang pagkasunog ng elektrod, at depende ito sa diameter at kasalukuyang lakas nito, at magagawang makilala ang slag sa panahon ng metal welding.
Bilang karagdagan, kinakailangan upang mapanatili ang isang pare-parehong bilis at ang tamang paggalaw ng elektrod sa panahon ng hinang (mula sa gilid hanggang gilid), upang ang hinang ay makinis at maaasahan, na makatiis ng mga rupture load.
Paano sindihan ang isang arko
Ang pagsisimula ng pagbuo ng electric welding ay dapat na may tamang pag-aapoy ng arko. Ang pagsasanay ay pinakamahusay na ginawa sa isang hindi kinakailangang piraso ng metal, ngunit hindi ito dapat kalawangin, dahil ito ay seryosong magpapalubha sa gawain at maaaring malito ang isang baguhan na manghihinang.
Mayroong dalawang simpleng paraan upang magsimula ng isang arko:
- Sa pamamagitan ng mabilis na pagpindot sa elektrod sa ibabaw ng workpiece at pagkatapos ay hilahin ito hanggang sa layo na 2-3 mm. Kung iangat mo ang elektrod mula sa metal sa itaas, ang arko ay maaaring mawala o maging masyadong hindi matatag;
- Hinahampas ang elektrod sa ibabaw ng workpiece para i-welded, na parang nagsisindi ka ng posporo. Kinakailangan na hawakan ang metal gamit ang dulo ng elektrod, at iguhit ito ng 2-3 cm sa ibabaw (patungo sa welding site) hanggang sa mag-apoy ang arko.
Ang pangalawang paraan ng arc ignition ay pinakaangkop para sa mga nagsisimula na electric welders, dahil ito ang pinakasimpleng. Gayundin, ang panandaliang gabay sa metal ay nagpapainit sa elektrod, at pagkatapos ay nagiging mas madali itong lutuin.


Pagkatapos ng pag-aapoy ng arko, dapat itong panatilihing malapit hangga't maaari sa ibabaw ng workpiece, sa layo na hindi hihigit sa 0.5 cm. Bilang karagdagan, ang distansya na ito ay dapat panatilihing halos pareho sa lahat ng oras, kung hindi man ang weld ay maging pangit at hindi pantay.
Bilis ng welding
Ang bilis ng elektrod ay depende sa kapal ng metal na hinangin. Alinsunod dito, mas payat ito, mas mabilis ang bilis ng hinang, at kabaliktaran. Ang karanasan sa ito ay darating sa oras, kapag natutunan mo kung paano sindihan ang isang arko at nagsimulang magluto ng higit pa o mas kaunti. Ang mga larawan sa ibaba ay nagpapakita ng mga halimbawa ng paglalarawan kung saan maaari mong maunawaan kung gaano kabilis ang pag-welding.
Kung dahan-dahan, ang welding seam ay lumalabas na makapal, at ang mga gilid nito ay malakas na natunaw. Kung, sa kabaligtaran, ang elektrod ay hinihimok ng masyadong mabilis, kung gayon ang tahi ay mahina at manipis, pati na rin ang hindi pantay. Sa tamang bilis ng hinang, ganap na pinupuno ng metal ang weld pool.
Bilang karagdagan, kapag nagsasanay ng hinang, kailangan mong subaybayan ang tamang anggulo ng elektrod na may kaugnayan sa ibabaw ng metal.Ang anggulo ay dapat na humigit-kumulang 70 degrees at maaaring baguhin kung kinakailangan. Sa panahon ng pagbuo ng weld, ang paggalaw ng elektrod ay maaaring maging longitudinal, translational at oscillatory, mula sa gilid hanggang sa gilid.
Ang bawat isa sa mga nangungunang pamamaraan ng elektrod na ito ay nagpapahintulot sa iyo na makamit ang nais na tahi, bawasan o dagdagan ang lapad nito, at baguhin din ang ilang iba pang mga parameter.
Mga pamamaraan ng welding
Sa ngayon, maraming mga pamamaraan ang ginagamit para sa hinang. Hinahati sila ayon sa iba't ibang pamantayan. Ang impormasyong ito ay magiging kapaki-pakinabang para sa isang baguhan, kaya dapat mong basahin ito.
Depende sa pag-init, ang mga gilid ng produkto ay maaaring ganap na matunaw o nasa isang plastik na estado. Ang unang paraan ay nangangailangan din ng paglalapat ng ilang mga puwersa sa mga bahagi na pagsasamahin - welding ng presyon.
Sa pangalawa, ang koneksyon ay nabuo bilang isang resulta ng pagbuo ng isang weld pool, kung saan mayroong tinunaw na metal at isang elektrod.
Mayroong iba pang mga pamamaraan ng hinang kung saan ang produkto ay hindi uminit sa lahat - malamig na hinang, o hindi dinala sa isang plastik na estado - koneksyon gamit ang ultrasound.
Mga pamamaraan at uri ng hinang.
Ang iba pang mga uri ng hinang ay nakalista sa ibaba:
- panday.
Sa pamamaraang ito, ang mga dulo ng mga produktong pagsasamahin ay pinainit sa isang pugon at pagkatapos ay pineke. Ang pamamaraang ito ay isa sa pinaka sinaunang at sa kasalukuyan ay halos hindi ginagamit. - Pindutin ng gas.
Ang mga gilid ng mga produkto ay pinainit ng isang tribo ng oxygen-acetylene sa buong eroplano at dinadala sa isang plastik na estado, pagkatapos ay sumasailalim sila sa compression.Ang pamamaraang ito ay lubos na mabisa at produktibo. Ginagamit ito sa pagtatayo ng mga pipeline ng gas, mga riles, mechanical engineering. - Makipag-ugnayan.
Ang mga bahagi ay kasama sa electrical circuit ng welding equipment at kasalukuyang dumaan sa kanila. Ang isang maikling circuit ay nangyayari sa contact point ng mga bahagi, bilang isang resulta kung saan ang isang malaking halaga ng init ay inilabas sa kantong. Ito ay sapat na upang matunaw at ikonekta ang metal. - Butt, spot at seam - mga uri ng paraan ng pakikipag-ugnay sa pag-fasten ng produkto.
- Roller.
Ginagamit ito sa koneksyon ng mga istruktura ng sheet na nangangailangan ng mataas na kalidad at maaasahang mga tahi. - Thermite.
Ang metal ay pinagsama-sama sa pamamagitan ng pagsunog ng thermite, isang pinaghalong iron scale powder at purong aluminyo. - Atomic na tubig.
Ang mga gilid ng produkto ay natutunaw sa pamamagitan ng pagkilos ng isang arko na nasusunog sa pagitan ng dalawang tungsten electrodes. Ang mga electrodes ay konektado sa mga espesyal na may hawak kung saan ibinibigay ang hydrogen. Bilang resulta, ang arko at ang likidong metal ng weld pool ay protektado ng hydrogen mula sa mga nakakapinsalang epekto ng mga atmospheric gas tulad ng oxygen at nitrogen. - Gas.
Ang kakanyahan ng pamamaraan ay ang paggamit ng apoy upang magpainit at matunaw ang mga bahagi. Ang apoy ay nakuha sa pamamagitan ng pagsunog ng nasusunog na gas sa isang oxygen na kapaligiran. Ang pinaghalong gas-oxygen ay nakuha gamit ang mga espesyal na burner.
Ang pamamaraan ng gas welding ay tumutukoy sa fusion welding. Ang mga puwang sa pagitan ng mga produkto ay puno ng filler wire. Ang pamamaraang ito ay malawakang ginagamit sa iba't ibang larangan ng buhay ng tao. Kadalasang matatagpuan kapag nagkokonekta ng mga produktong may manipis na pader, mga non-ferrous na metal, cast iron.
Kapag nagtatrabaho sa isang inverter apparatus, ang polarity ng mga electrodes ay walang maliit na kahalagahan.Depende sa scheme, nagbabago ang intensity ng pag-init ng bahagi, na nagpapahintulot sa iyo na lumikha ng iba't ibang mga kondisyon ng hinang
Tip anim
Lasing na dagat hanggang tuhod. Huwag kailanman magwelding habang nasa ilalim ng impluwensya ng alkohol. Mas mainam na umalis sa trabaho kaysa sa "pag-inom" ng hinang. Ang payo na ito ay may kaugnayan para sa Ukraine. Kailangan kong panoorin kung paano nagpakasal ang isang welder ng ika-apat na kategorya pagkatapos niyang magwelding habang lasing. Kinabukasan ay hindi siya makapaniwala sa kanyang mga mata. Itinanggi niya na trabaho niya iyon. Kung ang disenyo ay may pananagutan, kung gayon ang lahat ay mas masahol pa. Sa isang construction firm, isang welder, na hindi makagawa ng vertical seam, ay ipinadala sa site, kung saan ang kanyang mga gawain ay kasama ang pag-install at pag-install ng mga balkonahe at mga rehas sa kanila. Ngayon isipin na kadalasan ay ginagawa niya ang trabahong ito habang lasing. Sa pamamagitan ng paraan, ang mga skyscraper na ito ay pinaninirahan na ng mga tao, at ang kumpanya ng konstruksiyon ay hindi umiral nang mahabang panahon.



Ano ang kailangan mo para sa welding sa bahay?
Upang maisagawa ang trabaho, kakailanganin mo, una sa lahat, isang welding machine. Mayroong ilang mga uri nito.
Magpasya tayo kung alin ang pipiliin.
- welding generator. Ang isang natatanging tampok ay ang kakayahang makabuo ng elektrikal na enerhiya at gamitin ito upang lumikha ng isang arko. Ito ay magiging kapaki-pakinabang kung saan walang pinagmumulan ng kuryente. Mayroon itong mga kahanga-hangang sukat, kaya hindi ito masyadong maginhawang gamitin.
- welding transpormer. Ang aparato ay nagko-convert ng alternating boltahe na ibinibigay mula sa mga mains sa isang alternating boltahe ng ibang frequency, na kinakailangan para sa hinang. Madaling patakbuhin ang mga device, ngunit may malalaking sukat at negatibong reaksyon sa mga posibleng pagtaas ng kuryente.
- Welding rectifier.Isang aparato na nagko-convert ng boltahe na ibinibigay mula sa mga mains sa direktang kasalukuyang, na kinakailangan para sa pagbuo ng isang electric arc. Magkaiba sa pagiging compact at mataas na kahusayan ng trabaho.
Para sa paggamit sa bahay, mas gusto ang isang inverter type rectifier. Karaniwang tinutukoy ang mga ito bilang mga inverters. Ang kagamitan ay napaka-compact. Kapag nagtatrabaho, ito ay nakasabit sa balikat. Ang prinsipyo ng pagpapatakbo ng aparato ay medyo simple.
Kino-convert nito ang kasalukuyang mataas na dalas sa direktang kasalukuyang. Ang pagtatrabaho sa ganitong uri ng kasalukuyang ay nagbibigay ng pinakamataas na kalidad ng hinang.
Ang welding generator ay maaaring gumana sa kawalan ng isang network. Gumagawa ito ng kuryente sa sarili nitong. Ang sistema ay napakalaki, medyo mahirap gawin ito.
Ang mga inverter ay matipid, gumagana ang mga ito mula sa isang network ng sambahayan. Bilang karagdagan, mas mahusay na magtrabaho sa kanila para sa isang baguhan. Ang mga ito ay napakadaling patakbuhin at nagbibigay ng isang matatag na arko.
Ang mga disadvantages ng mga inverters ay kinabibilangan ng mas mataas na halaga kaysa sa iba pang mga device, sensitivity sa alikabok, moisture at power surge.
Kapag pumipili ng isang inverter para sa hinang sa bahay, bigyang-pansin ang hanay ng mga kasalukuyang halaga ng hinang. Pinakamababang halaga - 160-200 A
Ang mga karagdagang feature ng kagamitan ay maaaring gawing mas madali ang trabaho para sa isang baguhan.
Sa mga kaaya-ayang "bonus" na ito, nararapat na tandaan:
- Hot Start - na nangangahulugan ng pagtaas sa paunang kasalukuyang ibinibigay sa sandaling ang welding arc ay nag-apoy. Dahil dito, mas madaling i-activate ang arc.
- Anti-Stick - awtomatikong binabawasan ang kasalukuyang hinang kung ang electrode rod ay natigil. Ginagawa nitong mas madaling alisin ito.
- Arc Force - pinatataas ang kasalukuyang hinang kung ang elektrod ay dinadala sa workpiece nang masyadong mabilis. Sa kasong ito, hindi nangyayari ang pagdikit.
Bilang karagdagan sa isang welding machine ng anumang uri, kakailanganin ang mga electrodes. Ang kanilang tatak ay pinakamahusay na pinili ayon sa isang espesyal na talahanayan, na nagpapahiwatig ng uri ng materyal na hinangin.
Kakailanganin mo rin ang isang welding mask. Ang pinakamagandang bagay ay ang isa na isinusuot sa ulo. Ang mga modelo na gusto mong hawakan sa iyong kamay ay lubhang hindi komportable.
Kinakailangan na magtrabaho sa hinang lamang sa isang proteksiyon na suit. Ang isang espesyal na maskara ay magpoprotekta sa iyong mga mata mula sa ultraviolet radiation at splashes, isang masikip na suit at canvas na guwantes ay maiiwasan ang mga paso
Ang maskara ay maaaring isang simpleng tinted glass o ang tinatawag na "chameleon". Ang huling opsyon ay mas kanais-nais, dahil kapag lumitaw ang isang arko, ang salamin ay awtomatikong madilim.
Kinakailangan na magtrabaho lamang sa mga espesyal na damit na nagpoprotekta laban sa mga splashes at ultraviolet radiation. Maaari itong maging makapal na cotton overalls, boots o high boots, canvas o rubberized gloves.
Ano pa ang kailangan mong magkaroon
Ang isang welding machine na walang mga electrodes ay isang ganap na walang silbi na yunit. Ang mga electrodes ay mga consumable, iba rin ang mga ito: consumable at non-consumable, metallic (gawa sa bakal, tanso at iba pang mga metal) at non-metallic, sa anyo ng isang wire o isang matibay na baras, na may iba't ibang mga proteksiyon na coatings, atbp.
Para sa mga nagtaka kung paano maayos na hinangin ang mga electrodes, pinakamahusay na magsimula sa mga bakal na unibersal na rod na 3 mm o 4 mm ang kapal. Ang diameter ay ipinahiwatig sa pakete, hindi magiging mahirap na piliin ang mga tama. Ang pagkakaroon ng mastered na pakikipagtulungan sa kanila, posible na lumipat sa iba pang mga uri, ngunit malamang na hindi sila hinihiling sa pang-araw-araw na buhay.
Mga electrodes para sa inverter
Bilang karagdagan sa mga consumable para sa hinang, tiyak na kakailanganin mo ang maskara ng welder.Ito ay ganap na imposible na magtrabaho nang wala ito, kung hindi, maaari kang mabilis na makakuha ng pagkasunog ng kornea ng mga mata at maraming iba pang mga problema sa paningin. Ang pinakamahusay ay ang mga maskara na may salamin ng chameleon. O sa halip, gamit ang isang awtomatikong light filter na tumutugon sa mga pagbabago sa pag-iilaw at pinoprotektahan ang mga mata mula sa nakakapinsalang radiation.



Maipapayo rin na kumuha ng angkop na mga damit, sapatos at guwantes na hindi nasusunog ng mga spark at kung saan maaari silang maprotektahan laban sa electric shock.
Mula sa mga tool kakailanganin mo ng martilyo upang itumba ang sukat mula sa tahi, pati na rin ang lahat ng uri ng vise, clamp at magnetic na sulok, kung saan maaari mong ayusin ang mga bahagi na welded sa nais na posisyon.
Minimum na set para sa isang beginner welder
Mga elemento ng hinang
Ang pagkakaroon ng kumpiyansa na pinagkadalubhasaan ang mga pangunahing kaalaman ng proseso ng hinang, maaari kang magpatuloy sa pagkonekta sa mga elemento sa isang solong istraktura. At dito, masyadong, may mga subtleties na nauugnay sa reaksyon ng metal sa naturang epekto.
Una sa lahat, kailangan mong suriin nang tama ang haba ng tahi at tiyakin na hindi nito hilahin ang mga bahagi na isasama sa mga kasukasuan. Upang gawin ito, dapat silang maayos sa isang naibigay na posisyon sa tulong ng mga clamp o iba pang mga pamamaraan. At upang ayusin ang pag-aayos, kinukuha nila ito ng mga transverse seams sa maraming lugar. At saka lamang sila nasusuka.
Ang pagkakasunud-sunod ng hinang ay depende sa haba ng pinagsamang. Sa isang direksyon at sa isang pagtakbo, ang mga maiikling tahi lamang na hanggang 300 mm ang haba ay maaaring welded. Kung ang distansya na ito ay mas malaki, kinakailangan upang mabayaran ang mga nagresultang stress sa pamamagitan ng pagtahi sa maliliit na mga segment.
Mga scheme para sa paggawa ng mga tahi depende sa haba
Ang hindi masyadong magagandang seams sa dulo ng trabaho ay maaaring maingat na i-cut at buhangin sa isang gilingan.
Ang mga pangunahing kaalaman sa electric welding
Ang mga welded metal joints ngayon ay ang pinaka-maaasahan: ang mga piraso o bahagi ay pinagsama sa isang solong kabuuan. Nangyayari ito bilang resulta ng pagkakalantad sa mataas na temperatura. Karamihan sa mga modernong welding machine ay gumagamit ng electric arc upang matunaw ang metal. Pinapainit nito ang metal sa impact zone hanggang sa punto ng pagkatunaw, at nangyayari ito sa isang maliit na lugar. Dahil ang isang electric arc ay ginagamit, ang welding ay tinatawag ding electric arc.
Hindi ito ang tamang paraan ng pagwelding)) Sa pinakamababa, kailangan mo ng maskara
Mga uri ng electric welding
Ang isang electric arc ay maaaring mabuo sa pamamagitan ng parehong direktang at alternating kasalukuyang. Ang mga welding transformer ay hinangin gamit ang alternating current, inverters na may direktang kasalukuyang.
Ang pagtatrabaho sa isang transpormer ay mas kumplikado: ang kasalukuyang ay alternating, samakatuwid ang welded arc ay "tumalon", ang apparatus mismo ay mabigat at malaki. Marami pa ring nakakainis na ingay, na naglalabas sa panahon ng operasyon at ang arko at ang transpormer mismo. May isa pang istorbo: malakas na "itinatakda" ng transpormer ang network. Bukod dito, ang mga makabuluhang surge ng boltahe ay sinusunod. Ang sitwasyong ito ay hindi masyadong masaya sa mga kapitbahay, at ang iyong mga gamit sa bahay ay maaaring magdusa.
Teknolohiya ng hinang
Para magkaroon ng electric arc, kailangan ang dalawang conductive elements na may magkasalungat na singil. Ang isa ay ang bahagi ng metal at ang isa ay ang elektrod.
Kapag ang isang electrode at metal na may magkaibang polarity touch, isang electric arc ang nangyayari. Matapos ang hitsura nito, sa lugar kung saan ito nakadirekta, ang metal ng bahagi ay nagsisimulang matunaw. Kasabay nito, ang metal ng electrode rod ay natutunaw, na inililipat gamit ang isang electric arc sa melting zone: ang weld pool.
Paano nabuo ang isang weld pool? Nang walang pag-unawa sa prosesong ito, hindi mo mauunawaan kung paano magwelding ng metal nang tama (Upang madagdagan ang laki ng imahe i-right click ito)
Sa proseso, ang proteksiyon na patong ay nasusunog din, bahagyang natutunaw, bahagyang sumingaw at naglalabas ng ilang mainit na gas. Ang mga gas ay pumapalibot sa weld pool, na nagpoprotekta sa metal mula sa pakikipag-ugnayan sa oxygen. Ang kanilang komposisyon ay depende sa uri ng proteksiyon na patong. Binabalot din ng molten slag ang metal, na tumutulong na mapanatili ang temperatura nito. Upang maayos na magwelding sa pamamagitan ng hinang, kinakailangan upang matiyak na ang slag ay sumasakop sa weld pool.
Ang hinang ay nakuha sa pamamagitan ng paglipat ng paliguan. At gumagalaw ito kapag gumagalaw ang elektrod. Ito ang buong lihim ng hinang: kailangan mong ilipat ang elektrod sa isang tiyak na bilis

Mahalaga rin, depende sa kinakailangang uri ng koneksyon, upang piliin nang tama ang anggulo ng pagkahilig at kasalukuyang mga parameter nito.
Habang lumalamig ang metal, nabuo ang isang slag crust dito - ang resulta ng pagkasunog ng mga proteksiyon na gas. Pinoprotektahan din nito ang metal mula sa pakikipag-ugnay sa oxygen na nakapaloob sa hangin. Pagkatapos ng paglamig, ito ay pinalo ng martilyo. Sa kasong ito, nagkakalat ang mga maiinit na fragment, kaya kailangan ang proteksyon sa mata (magsuot ng mga espesyal na baso).
Maaari mong basahin ang tungkol sa kung paano gumawa ng brazier mula sa isang lobo o bariles dito. Masanay ka na lang.
Hakbang-hakbang na mga tagubilin para sa hinang gamit ang isang inverter
Una sa lahat, para sa hinang, kinakailangan na magkaroon ng mga proteksiyon na elemento:
- magaspang na tela na guwantes;
- welding mask na may espesyal na filter na nagpoprotekta sa mga mata;
- isang magaspang na dyaket at pantalon na gawa sa isang materyal na hindi nag-aapoy mula sa mga spark na lumilitaw sa panahon ng hinang;
- saradong sapatos na may makapal na talampakan.
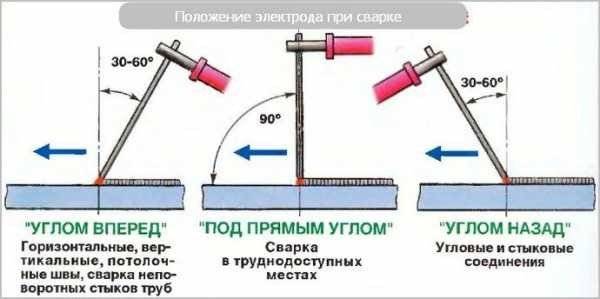
Ang posisyon ng elektrod sa panahon ng hinang.
Bago mo simulan ang hinang gamit ang isang welding inverter, dapat kang sumunod sa mga kinakailangang hakbang na naglalayong lumikha ng mga ligtas na kondisyon sa pagtatrabaho.
Ang wastong paghahanda ng lugar ng trabaho ay:
- pagbibigay ng kinakailangang libreng puwang sa mesa, ang lahat ng hindi kinakailangang mga bagay ay dapat alisin, ngunit maaaring ma-splash;
- paglikha ng mataas na kalidad na ilaw;
- kinakailangang magsagawa ng welding work habang nakatayo sa sahig na gawa sa kahoy na nagpoprotekta laban sa electric shock.
Pagkatapos ang kasalukuyang ay nababagay depende sa kapal ng mga bahagi at ang mga electrodes ay napili. Ang huli ay dapat ihanda. Kung binili lamang ang mga ito sa isang network ng pamamahagi at walang pag-aalinlangan ang kanilang kalidad, maaaring laktawan ang pagkilos na ito.
Pagkatapos ihanda ang mga electrodes, ang mass terminal ay konektado sa produkto.
Upang makakuha ng mataas na kalidad at maaasahang koneksyon sa metal, dapat itong ihanda:
- ang kalawang ay ganap na tinanggal mula sa mga gilid ng produkto;
- sa tulong ng mga solvents, ang iba't ibang mga contaminant ay nalinis;
- sa huling yugto, ang mga gilid ay sinusuri para sa kalinisan, ang pagkakaroon ng grasa, gawaing pintura at iba pang mga kontaminante ay hindi katanggap-tanggap.
Susunod, kailangan mong ikonekta ang welding inverter. Ang pagsasanay ay pinakamahusay na ginawa sa isang makapal na metal sheet, na bumubuo ng isang tahi sa anyo ng isang roller. Gawin ang unang koneksyon sa metal na nakahiga nang pahalang sa mesa. Dito, gumuhit ng isang tuwid na linya na may tisa kung saan pupunta ang tahi.
Ang de-koryenteng circuit ng inverter.
Sa proseso, ang pagsasanay sa naturang bagay ay maaaring makabuluhang mapabuti ang pamamaraan ng hinang.
Ang proseso ng hinang ay nagsisimula sa pag-aapoy ng arko.
Mayroong dalawang paraan upang maisagawa ang pagkilos na ito:
- scratching sa metal;
- pagtapik sa metal.
Ang pagpili ng paraan ay depende sa mga kagustuhan ng tao, ang pangunahing bagay kapag ang pagsisindi ay hindi mag-iwan ng mga bakas ng hinang sa labas ng magkasanib na lugar.
Pagkatapos ng pag-aapoy ng arko, ang isang arko ay nag-apoy mula sa pakikipag-ugnay sa metal, ang welder ay nag-aalis ng elektrod mula sa ibabaw ng bahagi para sa isang maikling distansya na naaayon sa haba ng arko at nagsisimula sa hinang.
Bilang isang resulta, ang isang welding seam ay nabuo sa kantong ng dalawang bahagi ng metal. Ito ay tatakpan ng sukat - sukat sa ibabaw. Dapat itong alisin. Ito ay napakadaling gawin sa pamamagitan ng pagtapik gamit ang isang maliit na martilyo sa tahi.
Mga kasangkapan at kagamitan
Ang pamamaraan ng manu-manong arc welding ay medyo simple at ginagawa gamit ang mga espesyal na kagamitan at electrodes. Kakailanganin mo rin ang mga pantulong na kasangkapan at kagamitang proteksiyon.



Mga uri ng kagamitan
May tatlong uri ng mga device na maaaring gamitin para sa do-it-yourself arc welding:
- mga transformer. Ang prinsipyo ng pagpapatakbo ng naturang mga aparato ay batay sa alternating current. Dapat pansinin na ang mga ito ay medyo mabigat, na may kakayahang magdulot ng mga biglaang pagbabago sa boltahe sa pangkalahatang de-koryenteng network at napakaingay. Mahirap gumawa ng pantay na tahi sa isang transpormer; ang mga bihasang welder lamang ang makakagawa nito. Ngunit kung ang mga baguhan na craftsmen ay sinanay sa arc welding gamit ang isang transpormer, kung gayon magiging mas madaling magtrabaho sa iba pang kagamitan;
- mga rectifier. Ang pagpapatakbo ng mga aparato ay ibinibigay ng semiconductor diodes. Ang mga yunit ng ganitong uri ay nagiging direktang kasalukuyang ang alternating current. Ang mga ito ay maraming nalalaman na mga aparato. Halos lahat ng mga electrodes ay angkop para sa kanila at ang welding ay maaaring isagawa sa iba't ibang mga metal.Kung ikukumpara sa isang transpormer, ang proseso ng hinang ay mas madali at ang katatagan ng arko ay pinananatili;
- mga inverters. Halos tahimik silang nagtatrabaho. Madaling gamitin dahil sa pagiging compact at awtomatikong adjustment system. Sa panahon ng operasyon, ang aparato ay gumagawa ng isang mataas na kapangyarihan na direktang kasalukuyang sa pamamagitan ng pag-convert ng alternating current.
Sa lahat ng mga aparato, ang mga inverter ay itinuturing na pinakamahusay. Lumilikha sila ng isang matatag na arko kahit na sa panahon ng mga surge ng kuryente at multifunctional.
Mga kasangkapan at kagamitan
Bago magwelding gamit ang electric arc welding, kailangan mo munang maghanda ng mga personal na kagamitan sa proteksiyon at mga tool:
- kagamitan para sa hinang at mga electrodes dito. Ang mga nag-aaral pa lamang ng mga kasanayan sa welding ay dapat maghanda ng higit pang mga electrodes;
- pantulong na kasangkapan. Ang pamamaraan ng arc welding ay nagsasangkot ng pag-alis ng slag na lumitaw sa panahon ng hinang, at para dito kailangan mo ng martilyo at isang brush para sa metal;
- proteksiyon na damit. Huwag simulan ang hinang nang walang espesyal na maskara, guwantes at proteksiyon na damit na gawa sa mga siksik na materyales. Ito ay hindi nagkakahalaga ng pagpapabaya sa gayong mga paraan, dahil ang kaligtasan ng tao ay nakasalalay sa kanila.
Kung nagtatrabaho ka sa aparato sa unang pagkakataon at nais mong matutunan kung paano maayos na magwelding sa pamamagitan ng manu-manong arc welding, inirerekumenda na paunang ihanda ang mga elemento ng metal sa pagsasanay.
Teknolohiya ng hinang
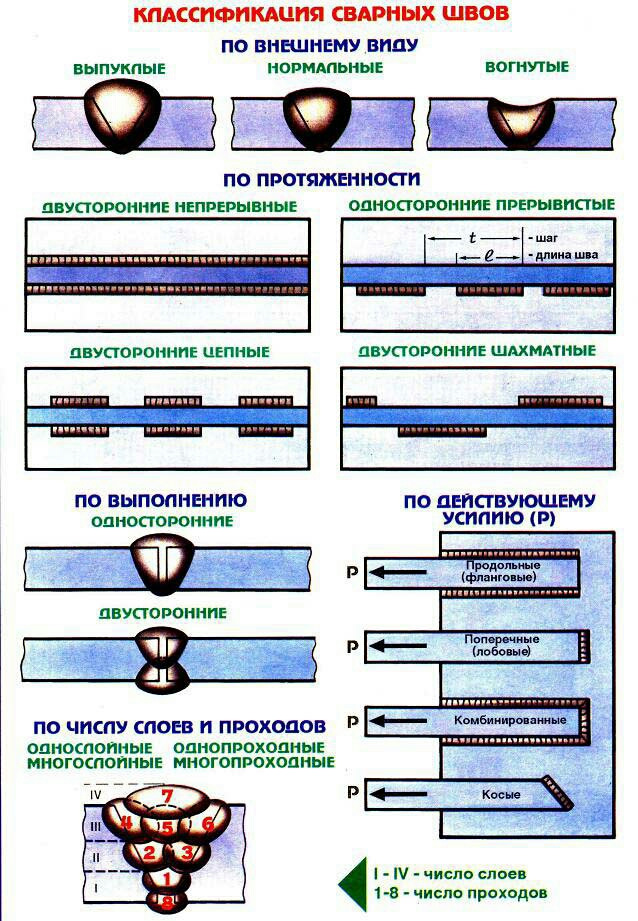
Sa ngayon, kilala ang mga sumusunod na uri ng electric arc welding:
-
Welding gamit ang isang non-consumable electrode.
Ang tungsten (o graphite) rod na ginamit bilang isang elektrod ay hindi natutunaw, ngunit nagpapanatili ng isang electric arc. Ang weld metal ay ibinibigay sa anyo ng wire o rod. Ang ganitong uri ng hinang ay maaari ding gumana nang walang materyal na tagapuno, sa mode ng paghihinang na bakal.
-
Lubog na arc welding.
Ang isang electrode na lumilikha ng isang electric arc ay ipinapasok sa flux layer na sumasaklaw sa bahagi. Kaya, ang mga kondisyon ay nilikha para sa isang perpektong koneksyon ng mga metal, hindi napapailalim sa mapanirang impluwensya ng hangin.
-
Semi-awtomatikong arc welding.
Ang papel na ginagampanan ng elektrod ay ginagampanan ng isang metal wire kung saan ang isang electric current ay ibinibigay. Habang natutunaw ito, nangyayari ang isang awtomatikong feed (upang ang haba ng arko ay mananatiling pare-pareho). Kasabay nito, ang isang shielding gas, carbon dioxide o argon, ay iniksyon sa welding site. Bilang isang resulta, ang kalidad ng hinang ay makabuluhang napabuti.
Sa bahay, ang mga ganitong uri ng hinang ay halos hindi ginagamit. Samakatuwid, lumipat tayo sa pagsasaalang-alang ng ika-apat na uri ng hinang - manu-manong electric arc welding.
Ang manu-manong arc welding ay batay sa paggamit ng isang espesyal na elektrod sa patong
Ang mga electric welding machine para sa manu-manong hinang ay nahahati sa dalawang uri - AC at DC. Ginagawang posible ng paggamit ng alternating current na magdisenyo ng mga device na may mataas na pagganap at kapangyarihan. Ang bentahe ng direktang kasalukuyang, dahil sa kakulangan ng polarity reversal, ay isang mas malinaw na tahi na may mas kaunting metal spatter.
Pag-aayos ng pipeline sa ilalim ng dagat
Ang pagpapatakbo ng welding machine ay batay sa paglikha ng isang electric arc sa punto ng pakikipag-ugnay sa pagitan ng dalawang bahagi ng metal. Ang mataas na temperatura (hanggang sa 7000o C) ay natutunaw ang materyal sa isang likidong estado at nangyayari ang pagsasabog - paghahalo sa antas ng molekular.
Ang pangunahing pagkakaiba sa pagitan ng hinang at gluing ay ang kawalan ng mga pantulong na materyales - ang mga bahagi na pagsasamahin ay nagiging isang monolitikong istraktura.
Samakatuwid, dapat itong malinaw na maunawaan na ang mga homogenous na metal lamang ang maaaring gamitin para sa tamang aplikasyon ng hinang. Hindi ka maaaring magwelding ng aluminyo sa bakal o tanso sa hindi kinakalawang na asero. Ang punto ng pagkatunaw ng iba't ibang mga materyales ay naiiba, at ang paglikha ng mga haluang metal ay hindi kasama sa hanay ng mga posibilidad ng mga kagamitan sa hinang.
Para sa welding iron structures, mayroong iba't ibang welded machine.
-
Mga transformer. Ginagamit ang mga ito upang i-convert ang kasalukuyang mains na may boltahe na 220 V sa isang kasalukuyang na may mga parameter na kinakailangan upang lumikha ng isang mataas na temperatura na electric arc. Nangyayari ito dahil sa pagbaba ng boltahe (hindi hihigit sa 70 V) at pagtaas ng kasalukuyang lakas (hanggang sa libu-libong amperes). Ngayon, ang mga naturang device ay unti-unting nagiging isang bagay ng nakaraan, dahil ang mga ito ay masyadong malaki para sa domestic na paggamit at kumonsumo ng isang malaking halaga ng kuryente. Bilang karagdagan, ang pagpapatakbo ng transpormer ay hindi matatag at negatibong nakakaapekto sa estado ng network sa kabuuan - kapag naka-on, ang boltahe ay bumababa, ang mga sensitibong kagamitan sa sambahayan ay nagdurusa. Mayroong isa at tatlong yugto.
-
Mga rectifier.
Kino-convert nila ang alternating current ng consumer network sa direct current. Ang prinsipyo ng pagpapatakbo ng naturang mga aparato ay batay sa paggamit ng pagwawasto ng mga diode ng silikon, na tinatawag ding mga balbula. Ang isang katangiang pagkakaiba sa pagitan ng DC welding machine at AC welding machine ay ang malakas na pag-init ng electrode sa positive pole. Ginagawa nitong posible na kontrolin ang proseso ng hinang: upang isagawa ang "magiliw na hinang", sa pamamagitan ng pagmamanipula sa mga setting, makabuluhang i-save ang mga electrodes kapag pinuputol ang metal.
-
Mga inverters.
Sa loob ng mahabang panahon (hanggang 2000) hindi sila magagamit para sa malawakang paggamit sa pang-araw-araw na buhay dahil sa kanilang mataas na gastos. Ngunit kalaunan ay nakakuha sila ng malaking katanyagan.Ang prinsipyo ng pagpapatakbo ng inverter ay upang i-convert ang mga mains alternating current sa direktang kasalukuyang, at pagkatapos ay muli sa alternating, ngunit mayroon nang high-frequency na kasalukuyang. Ang pagkakaiba sa pagitan ng scheme na ito at welding ng transpormer ay ang arc na nakuha mula sa na-convert na direktang kasalukuyang ay mas matatag.
Ang pangunahing bentahe ng inverter welding ay ang pagpapabuti sa dynamics ng electric arc, pati na rin ang isang makabuluhang pagbawas sa bigat at sukat ng pag-install (kumpara sa mga direktang transformer). Bilang karagdagan, naging posible na maayos na ayusin ang kasalukuyang output, na makabuluhang nadagdagan ang kahusayan ng yunit at siniguro ang kadalian ng pag-aapoy ng arko sa panahon ng operasyon.
Ngunit mayroon ding mga kawalan:
- pansamantalang mga paghihigpit sa paggamit, na nauugnay sa pag-init ng electronic conversion circuit;
- paglikha ng electromagnetic "ingay", high-frequency interference;
- ang negatibong impluwensya ng kahalumigmigan ng hangin, na humahantong sa pagbuo ng condensate sa loob ng aparato.




Ang isang magandang artikulo para sa isang welder ay talagang nagustuhan ng maraming kapaki-pakinabang na mga bagay na sinabi.