- Nilalaman:
- Mga ipinag-uutos na kinakailangan para sa mga sisidlan na sasailalim sa inspeksyon
- 3.3 Inspeksyon ng panlabas at panloob na ibabaw ng mga cylinder
- Ang dalas ng pagkakalibrate ng mga gauge ng presyon
- Pagsubok ng sistema ng pamatay ng sunog
- Pinahihintulutang panahon ng operasyon
- Teknikal na pagsusuri - silindro
- Hindi angkop para sa karagdagang paggamit
- Mga kaso kung saan ipinagbabawal ang paggamit ng pressure gauge.
- Disenyo at mga uri
- PRESSURE NG CYLINDER
- CYLINDER VERIFICATION
- PRESYO NG SURVEY AT CERTIFICATION NG CYLINDERS
- Pag-aayos ng balbula ng silindro ng gas
- Pag-calibrate ng mga gauge ng presyon: mga tuntunin, pamamaraan, mga panuntunan
- Pag-calibrate ng mga gauge ng presyon: mga panuntunan
- Mga tuntunin ng pag-verify ng mga gauge ng presyon
- Kailangan ko bang i-calibrate ang mga gauge?
- Sinusuri ang mga alarma sa gas sa Sevastopol
- Mga konklusyon at kapaki-pakinabang na video sa paksa
Nilalaman:
Ang mga pressure gauge ay mga instrumento na ginagamit upang sukatin ang labis na presyon ng isang gas. Sa kaso ng paggamot sa apoy ng mga metal na ibabaw, ang aparatong ito ay kailangang-kailangan, dahil sa tulong lamang nito makakakuha ka ng impormasyon tungkol sa kung anong uri ng presyon ng gas ang pinananatili sa silindro.
Ang paggamit ng mga pressure gauge ay kinakailangan upang mapanatili ang perpektong presyon sa system, samakatuwid ang mga gas reducer ay nilagyan ng mga pressure gauge.Dahil ang pressure gauge para sa isang gas reducer ay kinakailangan upang masukat ang matataas na presyon, wala itong karaniwang uri ng sensing element. Ito ay isang tansong tubo, ang kakaiba nito ay hindi lamang ito ay may mas makitid na cross section, ngunit mayroon ding isang malaking bilang ng mga liko, sa paligid ng axis kung saan gumagalaw ang tubo kapag ang presyon ay inilapat sa gearbox mismo. Bilang karagdagan sa pag-andar ng conversion, ang tubo ng tanso ay gumaganap ng function ng isang damper, at samakatuwid, ito ang pangunahing bahagi ng gauge ng presyon.
Sa ilalim ng presyon ng gas, ang tubo ay tumutuwid, samakatuwid, ang mas malaki ang presyon ng gas, mas ang tubo ay tumutuwid. Ang tubo mismo ay konektado sa arrow, na nagpapahintulot sa iyo na ilipat ang paggalaw ng tubo sa arrow. Ang arrow mismo ay nagpapakita ng aktwal na halaga ng presyon.
Dahil ang mga pressure gauge ay idinisenyo para sa isang tiyak na presyon, ang bawat gauge ay may pulang linyang marka na naaayon sa pinakamataas na pinapahintulutang presyon. Mahigpit na ipinagbabawal na i-load ang mga pressure gauge na may presyon na lumalampas sa kanilang pinakamataas na limitasyon ng pagsukat.
Ang mga spring pressure gauge ay naka-install sa oxygen at acetylene reducers. Ang pressure gauge para sa gas reducer ay konektado sa mataas at gumaganang pressure chamber na may wrench, fiber at leather gaskets ay ginagamit upang i-seal ang koneksyon.
Mga ipinag-uutos na kinakailangan para sa mga sisidlan na sasailalim sa inspeksyon
Ang mga teknikal na kinakailangan para sa mga sasakyang pandagat, na ipinakita para sa susunod na survey, ay itinatag ng may-katuturang mga alituntunin. Sa mga tuntunin ng propane-butane cylinders, ang naturang dokumento ay RD 03112194-1094-03, at sa mga tuntunin ng methane equipment - RD 03112194-1095-03. Ang parehong mga dokumento ay naaprubahan ng Ministry of Transport ng Russian Federation noong 2002.
Bago iharap ang isang silindro ng sasakyan sa isang dalubhasang lugar ng inspeksyon sa takdang panahon, kinakailangang magsagawa ng independiyenteng inspeksyon at tiyaking natutugunan nito ang mga kinakailangan ng mga dokumentong namamahala:
- ang petsa ng pag-expire ay hindi nag-expire;
- sa labas ng silindro ay nililinis ng langis at iba pang mga contaminants;
- ang uri ng sisidlan at ang disenyo nito ay alinsunod sa mga kinakailangan sa regulasyon;
- ang silindro ng sasakyan ay nilagyan ng standardized filling, consumable at iba pang mga fitting na ibinigay ng disenyo; ang katangan ay may mga kinakailangang plug;
- ang mga silindro ay hindi naglalaman ng mga nalalabi sa gas;
- lahat ng balbula ay sarado.
Pinapayagan ng RD 03112194-1094-03 at RD 03112194-1095-03 ang pagkakaroon ng mga bahagi at mga kabit para sa mga cylinder ng iba't ibang disenyo, ngunit sa loob lamang ng mga limitasyon ng mga pagbabagong ginawa ng tagagawa sa panahon ng paggawa ng isang partikular na produkto.

Ang mga sisidlan ay dapat na walang laman mula sa mga nalalabi sa gasolina ng motor sa mga lugar na may espesyal na kagamitan. Ang mga patakaran ay hindi pinapayagan ang pagkakaroon ng labis na presyon ng gas sa mga cylinder. Kung mayroong labis na presyon, ang silindro ay hindi pinapayagan para sa pagsusuri at walang kondisyong ibinalik sa may-ari nito.
Ang batayan para sa pagtanggi na magsagawa ng survey ay ang pagkakaroon ng mga bitak, pasa, iba't ibang uri ng mga shell, mga gasgas sa panlabas na generatrix ng katawan ng barko, na higit sa 10% ng kapal ng istruktura ng pader. Gayundin, ang mga cylinder na may nawawalang buo o bahagyang data ng pasaporte ay hindi napapailalim sa pagsubok, ang itinalagang panahon ng sertipikasyon ay nag-expire na, ang karaniwang buhay ng istante ay nag-expire na.
Ang pagsusuri sa mga cylinder ay sinamahan ng pagmamarka bilang pagsunod sa mga patakaran na namamahala sa mga patakaran para sa paglalapat ng mga label.Ang tatak ng punto na nagsagawa ng tseke, ang petsa ng isinagawa at ang nakatakdang petsa ng susunod na survey ay inilapat sa pagmamarka ng plato ng tagagawa sa pamamagitan ng paraan ng embossing. Ang selyo ay inilapat sa isang linya sa Arabic numeral, ang taas nito ay hindi dapat mas mababa sa 8 mm. Ang itinalagang oras para sa susunod na inspeksyon ay maaaring madoble ng isang puting inskripsiyon sa panlabas na generatrix ng silindro, na dati ay pininturahan ng pulang enamel. Bilang karagdagan, ang mga puting label ng babala ay dapat ilapat sa panlabas na generatrix ng silindro.
3.3 Inspeksyon ng panlabas at panloob na ibabaw ng mga cylinder
3.3.1 Panlabas at panloob na inspeksyon
ang mga ibabaw ay isinasagawa upang matukoy ang mga depekto na nagpapababa sa lakas ng mga cylinder,
at pagtukoy ng mga paglihis mula sa mga kinakailangan ng kaligtasan sa industriya
03-576 at GOST
949.
3.3.2 Ang inspeksyon ay sumasailalim sa 100% ng panlabas at panloob
ibabaw, silindro leeg na sinulid.
3.3.3 Kapag sinusuri ang panlabas na ibabaw
paggamit ng lobo ng mga magnifier hanggang sa 20 beses na pagtaas. Para sa pagpapalaki
ng mga nakitang depekto ay gumagamit ng mga universal na tool sa pagsukat -
calipers ayon sa GOST 166, calipers ayon sa
GOST 162 at iba pa.
Ang error sa pagsukat ay dapat na hindi hihigit sa 0.1 mm.
Isinasagawa ang inspeksyon alinsunod sa mga kinakailangan ng RD 03-606.
3.3.4 Kapag sinusuri ang panloob na ibabaw, gamitin
pag-iilaw na may electric lamp na may boltahe na hindi hihigit sa 12 V, na ipinasok sa
lobo o endoscope.
3.3.5 Isang lalagyan, sa ibabaw nito
nagsiwalat ng mga bitak, pagkabihag, mga shell, ay dapat na itapon.
Isang silindro, sa mga ibabaw kung saan nabubulok, nanganganib,
pinsala sa kaagnasan at iba pang mga depekto na may lalim na higit sa 10% ng nominal
kapal ng pader, dapat itapon.
Mga halaga ng nominal na kapal ng pader depende sa uri
ang mga cylinder ay tumutugma sa talahanayan 1 GOST
949 at ibinigay sa talahanayan.
Silindro, ang sinulid ng leeg na kung saan ay may mga luha, chipping
o pagsusuot, dapat itapon.
Ang pagsusuot ng sinulid sa lalamunan ay kinokontrol ng mga kalibre ayon sa GOST
24998.
Pinapayagan na ayusin ang thread ng leeg ng silindro ayon sa
teknolohiyang binuo ng OJSC RosNITI.
3.3.6 Sa itaas na spherical na bahagi ng silindro ay dapat na
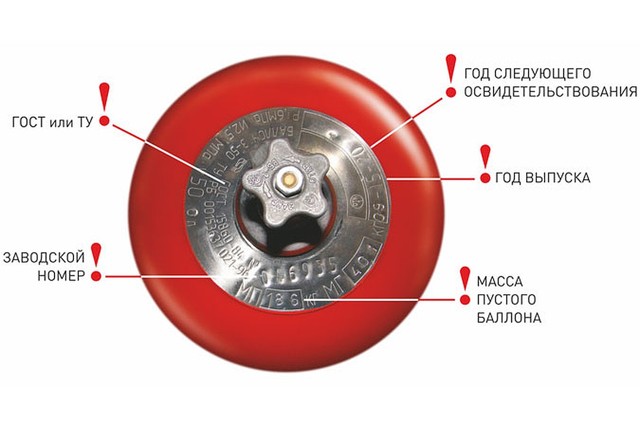
naselyohang at malinaw na nakikitang data ng pasaporte na tinukoy sa.
Sa mga cylinder na may kapasidad na hanggang 5 litro o kapal ng pader na mas mababa sa 5
mm data ng pasaporte ay maaaring naselyohang sa isang plato soldered sa silindro, o
nilagyan ng pintura.
Isang silindro na walang kahit isa sa mga pasaporte
dapat itapon ang data.
| Kapasidad | diameter | Kapal ng pader ng mga cylinder, mm, hindi bababa sa | ||||
| silindro, l | silindro, mga bahagi, mm | carbon steel | haluang metal na bakal | |||
| presyon, MPa | ||||||
| 9,8 | 14,7 | 19,6 | 14,7 | 19,6 | ||
| 0,4 | 70 | 1,6 | 2,2 | 2,9 | 1,6 | 1,9 |
| 0,7 | ||||||
| 1,0 | 89 | 1,9 | 2,8 | 3,6 | 1,9 | 2,5 |
| 1,3 | ||||||
| 2,0 | ||||||
| 2,0 | 108 | 2,4 | 3,4 | 4,4 | 2,4 | 3,0 |
| 3,0 | ||||||
| 3,0 | 140 | 3,1 | 4,4 | 5,7 | 3,1 | 3,9 |
| 4,0 | ||||||
| 5,0 | ||||||
| 6,0 | ||||||
| 7,0 | ||||||
| 8,0 | ||||||
| 10,0 | ||||||
| 12,0 | ||||||
| 20,0 | 219 | 5,2 | 6,8 | 8,9 | 5,2 | 6,0 |
| 25,0 | ||||||
| 32,0 | ||||||
| 40,0 | ||||||
| 50,0 |
3.3.7 Panlabas
ang ibabaw ng silindro ay dapat lagyan ng kulay alinsunod sa Talahanayan 17 PB
03-576 (Appendix Table A.1).




3.3.8 Kapag sinusuri ang silindro, ang kakayahang magamit at
pagiging maaasahan ng pangkabit ng singsing sa leeg at sapatos.
3.3.9 Silindro na may sira o maluwag na singsing
leeg ay pinapayagan para sa karagdagang survey pagkatapos ayusin
singsing o kapalit.
Ang mahina o bagong mga singsing ay ikinakabit
caulking sa pamamagitan ng kamay o pagpapalawak ng dulo ibabaw ng leeg na may annular
suntok sa isang pindutin na may lakas na 500 hanggang 600 kN ayon sa mga inaprubahang tagubilin
ang pinuno ng organisasyon na nagsasagawa ng survey. Lalim ng indentation
suntok sa metal ng leeg ng silindro mula 1 hanggang 2 mm.
Ang sketch ng neck ring ay ipinapakita sa Figure B.1 ng application.
3.3.10 Silindro na may pahilig o mahinang nguso ng gripo
sapatos o may sira na sapatos ay pinapayagan para sa karagdagang survey
pagkatapos baguhin ang sapatos ayon sa mga tagubilin na inaprubahan ng manager
organisasyon na nagsasagawa ng pag-audit.
Ang sira na sapatos ay tinanggal mula sa silindro sa pagpindot o itinumba
mano-mano.
Ang nozzle ng sapatos ay ginawa sa isang pahalang na pindutin na may lakas ng
800 hanggang 1000 kN. Ang blangko ng sapatos ay preheated sa isang temperatura ng
900 hanggang 1000 °C.
Ang blangko ng sapatos ay pinutol mula sa mga may sira na silindro o tubo
na may diameter na 219 mm na may kapal ng pader na 5.2 hanggang 8.9 mm ayon sa GOST 8732.
Ang haba ng workpiece ay 125 + 5 mm.
Ang sapatos ay dapat na mahigpit na nakakabit sa silindro na may pagitan
ang support plane ng sapatos at ang ilalim ng cylinder ay hindi bababa sa 10 mm. Sa dulo ng suporta
ang ibabaw ng sapatos ay dapat na nabuo sa isang parisukat.
Pinapayagan na i-skew ang support plane ng sapatos na may kaugnayan sa
ang normal sa generatrix ng cylinder body ay hindi hihigit sa 7 mm sa lapad ng sapatos.
(Binago ang edisyon, Rev. No. 1).
3.3.11 Ayusin ang singsing ng sapatos o leeg
pinahihintulutan lamang pagkatapos na mai-vent ang gas, i-dismantling ang balbula at ang katumbas
degassing ng bote.
3.3.12 Silindro na may hindi naayos na singsing o sapatos
hindi pinapayagan ang karagdagang pagsusuri at kung imposibleng ayusin
dapat i-culled.
Ang dalas ng pagkakalibrate ng mga gauge ng presyon
Ang manometer ay isang aparato na sumusukat ng presyon sa isang aparato, tangke, o pipeline. Mayroong ilang mga uri:
- spiral;
- lamad.
Ang mga spiral gauge ay binubuo ng isang metal na spiral na konektado ng isang transmission element na konektado sa pointer sa dial. Kung mas mataas ang presyon, mas nakaka-unwind ang spiral at hinihila ang arrow kasama nito. Ano ang makikita sa pagtaas ng mga tagapagpahiwatig ng presyon sa sukat ng aparato.
Ang diaphragm pressure gauge ay nagbibigay ng mga pagbabasa sa pamamagitan ng pag-clamping ng flat plate na konektado sa elemento ng transmitter. Kapag inilapat ang presyon, ang lamad ay bumabaluktot at ang nagpapadalang elemento ay pinindot sa kamay ng dial. Kaya mayroong pagtaas sa mga tagapagpahiwatig ng presyon.
Upang suriin ang pagsunod sa mga parameter ng katumpakan ng metro na idineklara ng tagagawa, at upang makontrol ang metrological serviceability ng aparato, kung wala ito ay imposibleng gamitin ang pressure gauge sa mga lugar na nasa ilalim ng GROEI (regulasyon ng estado para sa pagtiyak ng pagkakapareho ng mga sukat), pati na rin upang matiyak na ang aparato ay nagsisilbi sa tinukoy na panahon at ang operasyon ay ligtas, kinakailangan na pana-panahong magsagawa ng pag-verify ng manometer. Ang mga patakarang itinatag ng estado ay nagsasaad na, depende sa mga teknikal na katangian ng aparato at mga tagubilin ng tagagawa, ang panahon ng pagkakasundo ay mula 12 buwan hanggang 5 taon.
Ang regular na inspeksyon ng aparato pagkatapos ng isang taon ay itinuturing na pinakakaraniwan, ngunit ngayon ay pinapabuti ng mga tagagawa ang mga katangian ng kagamitan, mas at mas madalas mayroong mga device na may panahon ng pag-verify na 2 taon. Ito ay nagkakahalaga ng pag-alala kung ang pressure gauge ay dapat suriin at ma-verify pagkatapos ng isang tiyak na panahon mula sa petsa ng produksyon, at hindi mula sa sandaling ito ay inilagay sa operasyon.
Ang buhay ng serbisyo ng pressure gauge ay itinakda ng mga tagagawa, sa karaniwan ay 8-10 taon. Kinakailangang magtago ng log ng mga tseke ng pressure gauge upang masuri ang device sa oras.
Pagsubok ng sistema ng pamatay ng sunog
 Ang programa at pamamaraan para sa pagsubok ng gas fire extinguishing ay kinokontrol ng mga sumusunod na dokumento ng regulasyon:
Ang programa at pamamaraan para sa pagsubok ng gas fire extinguishing ay kinokontrol ng mga sumusunod na dokumento ng regulasyon:
- GOST R 50969-96;
- GOST R 51057-200;
- GOST R 53281-2009.
Sa panahon ng pagsubok, sinusuri ang sumusunod:
- Ang dami ng gas at ang antas ng pagpuno ng silindro;
- Ang tagal ng supply ng gas fire extinguishing mixture;
- Ang natitirang halo sa lalagyan;
- Ang pagiging epektibo ng pag-aalis ng pinagmulan ng pag-aapoy;
- Lakas at pagkakumpleto ng lahat ng mga elemento ng pag-install pagkatapos ng pagsisimula at kasamang panginginig ng boses, kahandaan ng istraktura para sa muling pagkarga;
- Bahagi ng impormasyon:
- Ang bilis ng pag-recall ng device sa pagtanggap at pagkontrol;
- Pagbubuo ng isang paunawa sa central security console at pag-decode ng nilalaman ng impormasyon nito;
- Ang pagiging maagap ng pagsusumite ng lahat ng mga utos sa mga loop.

Ang elementong napapailalim sa pinakamalaking dynamic na pagkarga sa panahon ng pagsubok ay ang pipeline. Ang mga tumaas na pangangailangan ay inilalagay sa lakas at pagiging maaasahan nito.
Ang pagsubok ng mga tubo at mga kabit ay isinasagawa ayon sa mga sumusunod na regulasyon:
- Visual na inspeksyon ng lahat ng panlabas na bahagi ng pipeline;
- Ang lahat ng mga spray nozzle (maliban sa huli) ay natatakpan ng mga plug.
- I-block ang access sa mga cylinder o distribution manifold.
- Punan ang sistema ng tubig sa pamamagitan ng huling nozzle at muffle ito;
Ang pagsubok na presyon ng mga sistema ng pamatay ng sunog ng gas ay 1.25 ng gumaganang presyon, gayunpaman, ang presyon ay iniksyon sa system sa mga hakbang:
- 0.05 MPa;
- 0.5 mula sa manggagawa;
- Operating pressure ;
- 1.25 ng presyon ng pagtatrabaho;
- Sa pagitan ng mga panahon ng pagtaas, ang pagkakalantad ng 1-3 minuto ay ginawa. sa oras na ito, gamit ang isang pressure gauge, natutukoy kung nagsimula ang pagtagas;
- Sa ilalim ng pinakamataas na presyon, ang sistema ay pinananatili sa loob ng 5 minuto.
- Matapos ang pagtatapos ng trabaho sa pagsubok, ang likido ay pinatuyo, at ang mga pipeline ay masinsinang hinipan ng naka-compress na hangin.
Pinahihintulutang panahon ng operasyon
Alinsunod sa FNP ORPD, ang buhay ng serbisyo ay itinakda ng tagagawa. Ayon sa talata 485 ng mga patakaran, kung ang teknikal na dokumentasyon ng tagagawa ay hindi naglalaman ng data sa buhay ng serbisyo ng silindro, kung gayon ang buhay ng serbisyo ay nakatakda sa 20 taon.
Ang pinakamalaking pangangailangan ay para sa mga lalagyan na ginawa alinsunod sa GOST 949-73 "Mga silindro ng bakal na maliit at katamtamang dami para sa mga gas sa P (p) <= 19.6 MPa (200 kgf / sq. cm). Mga Detalye (na may mga Susog Blg. 1-5)". Ayon sa sugnay 6.2. panahon ng warranty ng paggamit - 24 na buwan mula sa petsa ng pag-commissioning.
Mga device na ginawa alinsunod sa GOST 15860-84 "Mga welded steel cylinders para sa liquefied hydrocarbon gases para sa presyon hanggang sa 1.6 MPa. Ang mga pagtutukoy (na may Mga Pagbabago No. 1, 2) ”ayon sa sugnay 9.2, ay may panahon ng warranty ng paggamit - 2 taon at 5 buwan mula sa petsa ng pagbebenta sa pamamagitan ng network ng pamamahagi, at para sa mga hindi pang-market na device - mula sa petsa ng pagtanggap ng gumagamit.
Alinsunod sa mga pamamaraan ng mga teknikal na diagnostic na MTO 14-3R-004-2005 at MTO 14-3R-001-2002 na binuo para sa mga device na ginawa alinsunod sa GOST 15860-84 at GOST 949-73, ayon sa pagkakabanggit, ang buhay ng serbisyo ay hindi dapat lumampas 40 taon, napapailalim sa mga kondisyon para sa pagsusuri isang beses bawat 5 taon, pagkatapos nito ay tinanggihan ang mga device.
Ipinagbabawal na gumamit ng mga cylinder na ginawa ayon sa GOST sa itaas bago ang 02/01/2014, ang buhay ng serbisyo kung saan ay higit sa 40 taon.
Ayon sa par.22 ng Mga Teknikal na Regulasyon ng Customs Union "Sa kaligtasan ng kagamitan na nagpapatakbo sa ilalim ng labis na presyon", ang mga cylinder na ginawa pagkatapos ng 02/01/2014 ay pinapatakbo ayon sa tinantyang buhay ng serbisyo na tinukoy ng tagagawa sa pasaporte ng aparato.
Magbasa nang higit pa tungkol sa buhay ng serbisyo at mga kondisyon ng imbakan ng isang silindro ng gas sa materyal na ito.
Niresolba namin ang mga legal na problema ng anumang kumplikado. #Stay home and leave your question to our lawyer in the chat. Mas ligtas sa ganoong paraan.
Magtanong
Teknikal na pagsusuri - silindro
Teknikal na sertipikasyon ng mga cylinder kasama ang inspeksyon panloob at panlabas na ibabaw ng mga cylinder; pagsuri sa masa at kapasidad; haydroliko na pagsubok.
Teknikal na sertipikasyon ng mga cylinder, maliban sa mga tinalakay sa ibaba, ay isinasagawa nang hindi bababa sa isang beses bawat 5 taon din sa mga filling enterprise o filling station. Kasabay nito, ang panloob at panlabas na mga ibabaw ay sinusuri, ang isang haydroliko na pagsubok ay isinasagawa at ang masa at kapasidad ng silindro ay nasuri. Ang mga silindro ng acetylene ay sumasailalim sa panlabas na inspeksyon, pneumatic testing at porous mass testing.
Teknikal na sertipikasyon ng mga cylinder natupad alinsunod sa Mga Panuntunan para sa Disenyo at Ligtas na Pagpapatakbo ng mga Pressure Vessel at mga talata.
Teknikal na sertipikasyon ng mga cylinder ay isinasagawa alinsunod sa Mga Panuntunan para sa Disenyo at Ligtas na Operasyon ng mga Pressure Vessel ng USSR Gosgortekhnadzor at IV-B - 165 - IV-B - 172 ng Mga Panuntunang ito.
Teknikal na sertipikasyon ng mga cylinder, tulad ng nabanggit sa itaas, ay ginawa isang beses bawat 5 taon sa isang istasyon ng pamamahagi ng gas o isang espesyal na punto.
Teknikal na sertipikasyon ng mga cylinder ay isinasagawa alinsunod sa Mga Panuntunan para sa Disenyo at Ligtas na Operasyon ng mga Pressure Vessel at HP.
resulta teknikal na pagsusuri ng mga cylinder na may kapasidad na higit sa 100 litro ay ipinasok sa sertipiko ng mga cylinder. Ang mga selyo sa mga cylinder sa kasong ito ay hindi inilalagay.



resulta teknikal na pagsusuri ng mga cylinder na may kapasidad na higit sa UN n ay ipinasok sa sertipiko ng mga cylinder. Ang selyo sa mga cylinder sa kasong ito ay hindi inilalagay.
resulta teknikal na pagsusuri ng mga cylinder na may kapasidad na higit sa 100 litro ay ipinasok sa pasaporte ng mga cylinder. Ang selyo sa mga cylinder sa kasong ito ay hindi inilalagay.
resulta teknikal na pagsusuri ng mga cylinder na may kapasidad na higit sa 100 litro ay ipinasok sa mga sertipiko ng mga cylinder. Ang mga selyo sa mga cylinder sa kasong ito ay hindi inilalagay.
resulta teknikal na pagsusuri ng mga cylinder na may kapasidad na higit sa 100 litro ay ipinasok sa pasaporte ng mga cylinder, sa kasong ito ay hindi sila naglalagay ng selyo sa mga cylinder.
resulta teknikal na pagsusuri ng mga cylinder na may kapasidad na higit sa 100 litro ay ipinasok sa pasaporte ng mga cylinder. Ang selyo sa mga cylinder sa kasong ito ay hindi inilalagay.
resulta teknikal na pagsusuri ng mga cylinder na may kapasidad na higit sa 100 litro ay ipinasok sa sertipiko ng mga cylinder. Ang mga selyo sa mga cylinder sa kasong ito ay hindi inilalagay.
resulta teknikal na pagsusuri ng mga cylinder na may kapasidad na higit sa 100 litro ay ipinasok sa pasaporte ng mga cylinder. Ang selyo sa mga cylinder sa kasong ito ay hindi inilalagay.
resulta teknikal na pagsusuri ng mga cylinder na may kapasidad na higit sa 100 litro ay ipinasok sa sertipiko ng mga cylinder. Ang mga selyo sa mga cylinder sa kasong ito ay hindi inilalagay.
Hindi angkop para sa karagdagang paggamit
Bakit ang mga cylinder na nakagawa ng karaniwang buhay ng serbisyo, ngunit nakapasa sa teknikal na pagsusuri, ay hindi dapat tanggapin para sa refueling?
Ayon sa talata 485 ng Mga Panuntunan ..., kahit na ang mga gas vessel na matagumpay na nakapasa sa teknikal na pagsubok at nagsilbi sa panahon ng regulasyon ay hindi angkop para sa karagdagang paggamit.
Ang parehong talata ay nagsasaad na kung ang mga kaso ng matagumpay na muling pagsusuri pagkatapos ng Nobyembre 2014 ng isang tangke na ang buhay ng serbisyo ay nag-expire na, ang mga resultang ito ay dapat na kanselahin, dahil ayon sa bagong Mga Panuntunan. ang pagsusuri sa mga cylinder na lampas sa kanilang buhay ng serbisyo ay ipinagbabawal.
Ang isang materyal na inubos ang lakas ng mapagkukunan nito ay may kakayahang gumuho anumang oras.
Ang lahat ng mga hakbang na ito at mas mahigpit na mga regulasyon ay naglalayong pahusayin ang kaligtasan ng pagpapatakbo ng mga lalagyan ng gas kung saan ang mga nilalaman ay nasa ilalim ng presyon.
Ito ay dahil sa tumaas na paggamit ng mga end-of-life cylinder at, bilang resulta, ang paglitaw ng mga aksidente.
Upang labanan ang mga kinakailangan ng Mga Panuntunang ito ... ay nangangahulugan na ilagay sa panganib hindi lamang ang iyong kalusugan at buhay, kundi pati na rin ang buhay ng ibang mga tao, na hindi lamang hindi makatwiran, kundi pati na rin ang kriminal.
Anong mga kinakailangan ang dapat matugunan ng mga silindro ng gas, kung paano gamitin ang mga ito nang tama, ano ang pagsusuri at anong pamamaraan ang pinagdadaanan ng mga silindro sa isang istasyon ng pagpuno ng gas? Tungkol dito sa video:
Hindi nakahanap ng sagot sa iyong tanong? Alamin kung paano lutasin ang iyong partikular na problema - tumawag ngayon:
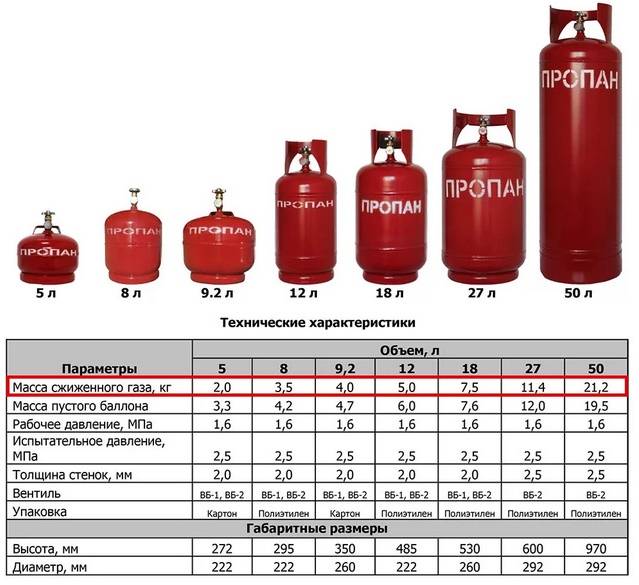
Para sa imbakan at transportasyon ng mga compressed at liquefied gas, ginagamit ang mga lalagyan na gawa sa metal o composite na materyales. Ang mga sisidlan na ito ay dinisenyo para sa katotohanan na ang gas ay maiimbak sa kanila sa ilalim ng isang tiyak na presyon.Kaya, tinutukoy ng GOST 15860-84 na ang operating pressure sa isang tangke ng propane ay hindi dapat lumampas sa 1.6 MPa. Mayroon ding mga lalagyan na idinisenyo para sa mas mataas na presyon na 5 MPa. Ang lahat ng mga lalagyan na ginagamit para sa pag-iimbak ng gas ay dapat na masuri at pana-panahong suriin.
Sinusuri ang silindro ng gas
Ang pagsusuri ng isang silindro ng gas ay isang kaganapan na kinakailangan una sa lahat para sa may-ari nito. Ang sertipikasyon ay maaaring matiyak na ang silindro ay ligtas na patakbuhin at maaaring gamitin para sa layunin nito, kung hindi, hindi sila pinapayagang gamitin. Mayroong isang pamamaraan ng survey, kung saan ang mga ibabaw ng mga cylinder ay siniyasat upang makita ang pinsala sa ibabaw.
Nagsasagawa sila ng pagsusuri sa kalidad ng pagmamarka at pangkulay para sa pagsunod sa mga kinakailangan ng GOST, ang kondisyon ng kreyn. Bilang karagdagan, sa panahon ng proseso ng sertipikasyon, ang mga haydroliko na pagsubok ng mga tangke ng imbakan ng gas ay isinasagawa. Ang mga resulta ng inspeksyon at mga pagsubok na isinagawa ay naitala sa pasaporte na kasama ng produkto sa buong operasyon nito.
Kung hindi nagsasagawa ng mga naturang hakbang, ang pag-refueling at pagpapatakbo ng mga lalagyan para sa imbakan at transportasyon ng gas ay hindi katanggap-tanggap. Ang pag-inspeksyon ng mga silindro at pagpapalabas ng isang konklusyon sa mga ito ay maaari lamang isagawa ng isang organisasyon na mayroong lahat ng kinakailangang mga permit at kapangyarihan mula sa may-katuturang mga awtoridad sa pangangasiwa ng estado.
Ang mga sisidlan para sa pag-iimbak ng mga gas ay dapat na sertipikado minsan bawat ilang taon. Ang tagal ay nakasalalay sa ilang mga parameter - sa materyal, halimbawa, kung ang mga cylinder ay gawa sa haluang metal o carbon steel, kung gayon sapat na para sa kanila na dumaan sa pamamaraang ito isang beses bawat limang taon.Ang mga silindro na naka-install sa mga sasakyan bilang bahagi ng LPG ay dapat na sertipikado sa loob ng tatlo o limang taon.
Ang mga silindro, na nagpapatakbo sa mga nakatigil na kondisyon at inilaan para sa pag-iimbak ng mga inert gas, ay sumasailalim sa mga kinakailangang pagsusuri minsan bawat sampung taon.
Ang mga itinalagang panahon ng inspeksyon ay dapat na mahigpit na sundin. Ito ay tungkol sa kaligtasan. Kung ang mga lalagyan ay inilaan para sa pag-iimbak at transportasyon ng propane, acetylene o iba pang sumasabog na gas, ang anumang depekto sa panlabas na ibabaw ng silindro ay maaaring humantong sa hindi na mapananauli na mga kahihinatnan.
Sa sandaling lumitaw ang mga pagdududa tungkol sa pagganap ng isang tangke ng imbakan ng gas, kinakailangan na bawiin ito mula sa sirkulasyon at bumili o magrenta ng bago.
Mga kaso kung saan ipinagbabawal ang paggamit ng pressure gauge.
Kung walang selyo o tatak sa gauge ng presyon, ang panahon ng pagkakalibrate ay overdue o ang gear pointer ay hindi bumalik sa unang marka, sa pamamagitan ng higit sa kalahati ng pinapayagang error kapag naka-on, pagkatapos ay ipinagbabawal na gumamit ng gayong presyon panukat.
Bilang karagdagan, hindi pinapayagan na gumamit ng instrumento kung saan basag ang salamin o may iba pang pinsala na maaaring makaapekto sa mga tamang pagbabasa.
Sa konklusyon, tandaan namin na ang isang magagamit na gauge ng presyon ay maaaring magsilbing garantiya ng kaligtasan ng pagtatrabaho sa mga kagamitan sa hinang ng gas.
Ang mga aparato at tool sa pagsukat ay nangangailangan ng kontrol gamit ang mga metric meter. Ang mga pressure gauge na nagsusuri ng presyon ng mga likido at gas ay inilalagay sa mga heating boiler, gas cylinder, at ginagamit sa mga production unit. Upang makuha ang tamang pagbabasa ng aparato at maprotektahan ang mga empleyado ng negosyo, dapat na isagawa ang pana-panahong pagkakalibrate ng mga gauge ng presyon.
Disenyo at mga uri
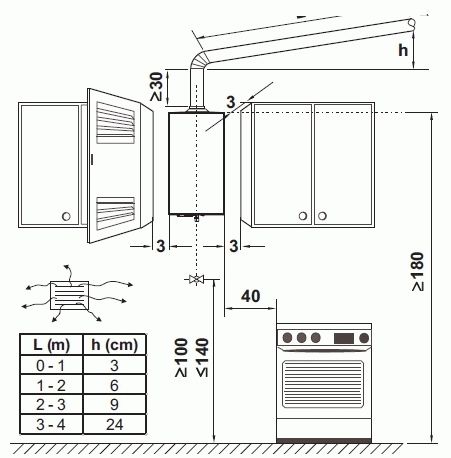
Ang propane (CH3)2CH2 ay isang natural na gas na may mataas na calorific value: sa 25°C ang calorific value nito ay lumampas sa 120 kcal/kg
Kasabay nito, dapat itong gamitin nang may mga espesyal na pag-iingat, dahil ang propane ay walang amoy, ngunit kahit na sa konsentrasyon nito sa hangin na 2.1% lamang ito ay sumasabog.
Ito ay lalong mahalaga na, ang pagiging mas magaan kaysa sa hangin (ang density ng propane ay 0.5 g / cm 3 lamang), ang propane ay tumataas, at samakatuwid, kahit na sa medyo mababang konsentrasyon, ay isang panganib sa kagalingan ng tao.
Ang isang propane reducer ay dapat gumanap ng dalawang function - upang magbigay ng isang mahigpit na tinukoy na antas ng presyon kapag ang anumang aparato ay konektado dito, at upang magarantiya ang katatagan ng naturang mga halaga ng presyon sa panahon ng karagdagang operasyon. Kadalasan, ang mga gas welding machine, gas heater, heat gun at iba pang mga uri ng kagamitan sa pag-init ay ginagamit bilang mga naturang device. Ginagamit din ang gas na ito para sa propane cylinder ng isang kotse na tumatakbo sa liquefied fuel.








Mayroong dalawang uri ng propane reducer - isa at dalawang silid. Ang huli ay ginagamit nang hindi gaanong madalas, dahil ang mga ito ay mas kumplikado sa kanilang disenyo, at ang kanilang natatanging kakayahan - upang patuloy na bawasan ang presyon ng gas sa dalawang silid - ay ginagamit sa pagsasanay lamang na may tumaas na mga kinakailangan para sa pinahihintulutang antas ng pagbaba ng presyon. Ang BPO 5-3, BPO5-4, SPO-6, atbp. ay itinuturing na karaniwang mga modelo ng mga gearbox. Ang pangalawang digit sa simbolo ay nagpapahiwatig ng nominal na presyon, MPa, kung saan na-trigger ang safety device.

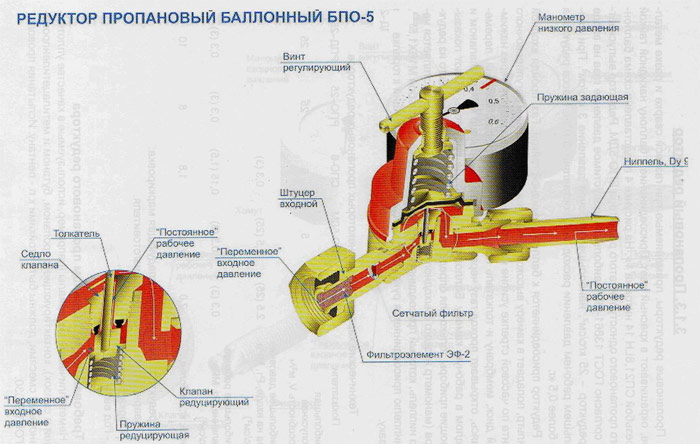
Sa istruktura, ang single-chamber propane reducer ng BPO-5 type (Balloon Propane Single-chamber) ay binubuo ng mga sumusunod na bahagi at bahagi:
- Corps.
- pusher.
- upuan ng balbula.
- Pagbawas ng tagsibol.
- mga lamad.
- Pagbabawas ng balbula.
- Pagdugtong ng utong.
- Inlet fitting.
- pagtatakda ng tagsibol.
- mesh filter.
- panukat ng presyon.
- Pagsasaayos ng tornilyo.
Ang mga pangunahing teknikal na katangian ng propane reducer ay:
- Pinakamataas na throughput sa mga tuntunin ng dami ng gas bawat yunit ng oras, kg / h (minarkahan ng isang numero na matatagpuan kaagad pagkatapos ng pagdadaglat ng titik; halimbawa, ang isang propane reducer ng uri ng BPO-5 ay idinisenyo upang pumasa ng hindi hihigit sa 5 kg ng propane kada oras);
- Pinakamataas na presyon ng pumapasok na gas, MPa. Depende sa laki ng aparato, maaari itong nasa hanay mula 0.3 hanggang 2.5 MPa;
- Pinakamataas na presyon ng labasan; sa karamihan ng mga disenyo, ito ay 0.3 MPa, at inangkop sa parehong indicator para sa isang gas-consuming unit.
Ang lahat ng mga manufactured propane reducer ay dapat na ganap na sumunod sa mga kinakailangan ng GOST 13861.

PRESSURE NG CYLINDER
Ang crimping ay ang proseso ng pagsubok sa isang silindro ng HBO ng sasakyan para sa lakas at higpit.
Paano isinasagawa ang pagpapatunay?
Ang mga pagsusuring haydroliko (tubig) at pneumatic (hangin) ay isinasagawa:
Hydraulic: lahat ng hangin ay inalis mula sa sisidlan at puno ng tubig;
Sa ilalim ng presyon, ang higpit ay nasuri, para sa pagtagas, pagkatapos kung saan ang silindro ay pinatuyo (pagpatuyo);
Pneumatic: ang sisidlan ay inilubog sa isang lalagyan na may tubig at nasubok gamit ang compressed air o inert gas (alinsunod sa PB 03-576-03, pinapayagan na palitan ang isang pamamaraan sa isa pa).
Ang kakanyahan ay pareho - suriin ang higpit.
Matapos matagumpay na makapasa sa pressure test, ang silindro ng sasakyan ay itinuturing na akma para sa paggamit at inilipat para sa pag-verify (certification at branding).
CYLINDER VERIFICATION
Ang pag-verify ng isang silindro ng gas (propane at methane) ay nagsisilbing kumpirmasyon ng ganap na pagsunod ng silindro ng gas sa mga kinakailangan sa kaligtasan.
Matapos ang lahat ng mga tseke ng silindro, ang sertipikasyon nito ay isinasagawa: pagdodokumento ng permit para sa pagpasok at karagdagang operasyon ng silindro sa sistema ng HBO.
Ang kliyente ay binibigyan ng:
Sertipiko ng pagganap ng mga pana-panahong pagsusuri ng mga kagamitan sa gas-balloon na naka-install sa sasakyan (Form 2B);
Markahan sa pasaporte ang petsa ng susunod na muling pagsusuri ng sasakyan;
Ang mga dokumento sa pag-verify ng gas cylinder ng kotse ay nagpapahiwatig na ang sisidlan ay sumailalim sa panlabas at panloob na inspeksyon at haydroliko (pneumatic) na mga pagsubok at natagpuang angkop para sa karagdagang trabaho sa HBO system ng kotse.
Ang mga resulta ng pag-verify ng cylinder, katulad ng sertipiko sa form 2B, ay dapat dalhin sa iyo. Maaaring kailanganin ito para sa pagtatanghal sa tatlong mga kaso: sa kahilingan ng inspektor ng pulisya ng trapiko, kapag sumasailalim sa pagpapanatili ng sasakyan (TO) at pagtanggap ng diagnostic card, pati na rin sa ilang mga istasyon ng gas (na nangangailangan ng mga sertipiko ng pag-verify ng silindro kapag nagpapagatong).
PRESYO NG SURVEY AT CERTIFICATION NG CYLINDERS
Ang halaga ng trabaho ay depende sa kondisyon ng HBO cylinder na natukoy sa panahon ng sertipikasyon (kung ang paglilinis ng kaagnasan, pag-priming, pagpipinta, atbp. ay kinakailangan) at kung kailangan ng karagdagang trabaho (pag-alis-pag-install o ito ay ibinigay sa isang lansagin at inihanda , nilinis mula sa anyong dumi).
Gastos ng pagsusuri, muling sertipikasyon, pagsubok sa presyon at pag-verify ng 1 silindro (nang walang pagtatanggal-tanggal), kabilang ang pagpapatupad at pag-isyu ng mga papeles sa pag-verify nito (2a, 2b):
Kung ang silindro ay may kaagnasan (hindi hihigit sa 10% ng kabuuang ibabaw ng sisidlan), pagkatapos ay ang karagdagang pagpipinta ay isinasagawa bago ang pagsubok ng presyon, ayon sa listahan ng presyo:
| Paglilinis + paghahanda + priming + pagpipinta + aplikasyon ng teknikal na inskripsiyon (pagpapanumbalik) | |
| 3 000 kuskusin | 50l na bote (diameter 300, L hanggang 1000 mm) |
| 5 000 kuskusin | para sa diameter 360, L 1300 mm |
| 7 000 kuskusin | diameter 400 - 500, L 1000 mm |
Oras ng pagkumpleto - 2 araw.
Tulad ng nakikita mo, ang mga presyo para sa lahat ng mga pamamaraan ay napaka mura, dahil sa dami ng trabaho sa mga kagamitan sa gas. Ito ay isang maliit na presyo na babayaran para sa kaligtasan ng cylinder na dala mo sa iyong sasakyan.
Pag-aayos ng balbula ng silindro ng gas
Ang mga pangunahing pagkakamali ng mga balbula ng gas
Sa katunayan, ang disenyo ng balbula ng gas ay hindi mahirap at walang espesyal na masisira dito. Ngunit gayunpaman, para sa maraming mga kadahilanan, maaari itong magsimulang pumasa sa gas o ganap na mabigo. Isa sa mga dahilan ng pagkasira nito ay ang pabaya ng mga tauhan. Halimbawa, paglalapat ng labis na puwersa kapag binubuksan o isinasara. Maaari nitong tanggalin ang sinulid o masira ang tangkay.
Bilang karagdagan, ang mga dayuhang particle na pumapasok sa regulator ay maaaring pumigil sa kanila na ganap na isara ang balbula, at ito ay hindi maiiwasang hahantong sa pagtagas ng gas. Sa anumang kaso, sa pinakamaliit na hinala ng mga depekto sa katawan o mekanismo ng balbula ng gas, ang silindro ay dapat alisin mula sa lugar ng trabaho o lugar ng amenity at ipadala para sa pagkumpuni.
Oo, walang alinlangan, ang balbula ng gas ay maaaring alisin mula sa silindro at siyasatin ng iyong sarili at, kung kinakailangan, linisin o ayusin, ngunit hindi natin dapat kalimutan na ang anumang trabaho na may silindro ng gas ay may potensyal na panganib.Iyon ang dahilan kung bakit mayroong mahigpit na pagbabawal sa pagtatanggal ng mga balbula ng gas nang nakapag-iisa sa mga artisanal na kondisyon. Kung mayroong kahit isang maliit na pagkakataon upang ilipat ang pag-aayos ng isang balbula ng gas sa isang pagawaan, kung gayon mas mahusay na gawin ito.
Pag-calibrate ng mga gauge ng presyon: mga tuntunin, pamamaraan, mga panuntunan
Maaaring i-install ang iba't ibang mga aparato sa pagsukat sa compressed air injection system; malawakang ginagamit ang pressure gauge. Tulad ng maraming iba pang mga aparato, ang isang ito ay dapat sumailalim sa pana-panahong pagpapanatili. Sa kasong ito lamang, maaari mong siguraduhin na ito ay tatagal ng mahabang panahon, at ang mga pagbabasa na nakuha ay magiging tumpak. Isaalang-alang ang lahat ng mga tampok ng pamamaraan ng pag-verify ng pressure gauge nang mas detalyado.



Pag-calibrate ng mga gauge ng presyon: mga panuntunan
Ang pagsusuri ng mga panukat ng presyon ay dapat na isagawa lamang na isinasaalang-alang ang mga pangunahing patakaran at rekomendasyon, dahil ang mga pagkakamaling nagawa ay maaaring humantong sa pagbawas sa katumpakan ng produkto. Ang mga pangunahing patakaran ay ang mga sumusunod:
- Una, ang isang pressure gauge ay siniyasat upang matukoy ang kondisyon ng mekanismo. Ang pinsala sa device ay maaaring magpahiwatig na ang pag-verify ay hindi katumbas ng halaga. Ang ilan sa mga depekto ay maaaring alisin, halimbawa, sa pamamagitan ng pagpapalit ng proteksiyon na salamin, ang lahat ay nakasalalay sa mga katangian ng isang partikular na modelo ng gauge ng presyon.
- Ang pinaka-tinatayang mga kondisyon sa pagpapatakbo ay nilikha. Ang isang halimbawa ay ang indicator ng air humidity, atmospheric pressure at room temperature.
- Sa simula ng pagsubok, ang pointer ay dapat nasa zero. Tinatanggal nito ang posibilidad ng isang error sa oras ng pagsukat.
Kung hindi posible na itakda ang arrow sa zero, pagkatapos ay ang aparato ay nababagay gamit ang isang espesyal na bolt.
Mga tuntunin ng pag-verify ng mga gauge ng presyon
Ang focus ay sa mga deadline.Ang layunin ng pagkakalibrate ay upang mapabuti ang katumpakan ng mga pagbabasa. Kabilang sa mga tampok, napapansin namin ang mga sumusunod na puntos:
Posible na independiyenteng isagawa ang pinag-uusapang pamamaraan lamang kung ang aparato ay naka-install bilang isang elemento ng mga iresponsableng mekanismo.
Kailangan ko bang i-calibrate ang mga gauge?
Ang pangunahing pag-verify ng aparato ay isinasagawa upang matukoy ang nominal na presyon. Sa hinaharap, pinapayagan ka ng kontrol na ibukod ang posibilidad na bawasan ang katumpakan.
Ang pana-panahong pagkakalibrate ng pressure gauge ay kinakailangan upang maibukod ang posibilidad ng pagkabigo nito.
Ang ilang mga sistema ay hindi maaaring patakbuhin nang walang paggamit ng pressure gauge.
Kung hindi mo maisagawa ang pamamaraan sa oras, maaari kang makatagpo ng mga sumusunod na problema:
- Error sa pagsukat. Sa ilang mga kaso, ang isang maliit na error ay hindi binabawasan ang kahusayan ng tagapiga, sa iba, ang katumpakan ng presyon ay mahalaga.
- Ang buhay ng serbisyo ng pressure gauge ay makabuluhang nabawasan. Ang ilang pinsala sa mekanismo sa panahon ng pangmatagalang operasyon nito ay maaaring humantong sa mabilis na pagkasira. Ang halaga ng mga high-precision na manometer ay napakataas.
- May posibilidad ng pagtagas ng daluyan, na magdudulot ng pagbaba ng presyon sa system.
Sa konklusyon, tandaan namin na kung kinakailangan upang i-calibrate ang aparato ng pagsukat ng compressor, maaari mong isagawa ang naturang gawain sa iyong sarili. Upang gawin ito, maaari kang bumili ng isang espesyal na aparato sa isang dalubhasang tindahan. Ang iba pang mga mekanismo, na napapailalim sa mas mataas na mga kinakailangan, ay dapat suriin ng eksklusibo ng isang espesyalista. Pagkatapos ng pamamaraan, dapat ilagay ang isang pagpuno.
, mangyaring pumili ng isang piraso ng teksto at pindutin ang Ctrl+Enter.
Sinusuri ang mga alarma sa gas sa Sevastopol
Ang CJSC "YUSTIR" ay nagsasagawa ng pag-verify ng mga alarma sa gas, kapwa sa pasilidad at sa isang dalubhasang laboratoryo, alinsunod sa mga kasalukuyang pamamaraan ng pag-verify.
Ang mga alarma sa gas ay idinisenyo upang maiwasan ang mga pagtagas ng gas: propane methane, carbon monoxide, atbp., Naka-install ang mga ito sa mga boiler room at hydraulic fracturing. Bilang isang patakaran, ang mga aparato sa pagbibigay ng senyas ay naka-calibrate isang beses sa isang taon (depende sa modelo, ang pagitan ng pagkakalibrate ay maaaring iba).
Ang layunin ng pag-verify ay kilalanin ang isang may sira na gas contamination detector sa pamamagitan ng pagtulad sa mga paputok na konsentrasyon gamit ang verification gas mixtures (CGM).
On-site na pag-verify - ang aming mga espesyalista ay handa na pumunta sa site na may mga kinakailangang kagamitan upang i-calibrate ang mga alarma sa gas sa lugar ng operasyon, upang ayusin at i-calibrate gamit ang mga pinaghalong test-gas.
Pagpapatunay sa laboratoryo
Ang aming kumpanya ay gumagawa ng mga pagsasaayos at pagkukumpuni sa isang laboratoryo na may kagamitan, ay may malawak na hanay ng mga ekstrang bahagi para sa pagkukumpuni ng mga alarma sa polusyon ng gas, parehong domestic at imported.
Ang laboratoryo ay sumusunod sa lahat ng mga kinakailangan ng pamamaraan ng pag-verify, na lubhang mahalaga kapag nagse-set up at nag-calibrate, at nag-calibrate ng mga detektor ng gas. Kung kinakailangan, ang organisasyon ay may malaking exchange fund ng mga na-verify na mga alarma sa gas, na nagpapahintulot sa paghahatid sa laboratoryo para sa kasunod na pagkumpuni ng device
Ang pag-verify ng mga gas analyzer ay isinasagawa sa site ng pag-install sa site ng customer. Ang pag-verify ng mga detektor ng gas para sa carbon monoxide at methane (pag-verify ng mga sensor ng gas) ay dapat isagawa isang beses sa isang taon.
Ang CJSC "YUSTIR" ay nagsasagawa ng isang kumplikadong mga gawa sa organisasyon ng pag-verify, pagkakalibrate at pagkumpuni ng mga alarma sa gas.Ang pagpapatunay ng mga detektor ng gas ay isinasagawa sa pagpapalabas ng mga sertipiko ng pagpapatunay ng naitatag na sample. Kasama sa presyo ang isang buong cycle ng pagsasagawa ng robot para sa pagsuri ng mga alarma sa gas.
Mga konklusyon at kapaki-pakinabang na video sa paksa
Ano ang dapat mong maging maingat kapag bumibili ng mga cylinder:
Mga rekomendasyon para sa pag-aayos ng sarili:
Tanging ang magagamit na kagamitan sa gas ang makakasigurado sa kaginhawahan at kaligtasan ng mga may-ari ng bahay
Ang mga regular na pagsusuri ay isa pang paraan upang maprotektahan ang mga mamamayan mula sa isang aksidenteng aksidente, kaya ang mga kinakailangan ng serbisyo ng gas ay dapat tratuhin nang may pansin at responsibilidad.
Sa kaso ng mga gas reducer, isang beses sa isang taon, mag-imbita ng isang espesyalista upang suriin ang mga gauge ng presyon, at, kung kinakailangan, palitan o ayusin ang mga kagamitan.
Maaari kang lumahok sa talakayan, umalis sa materyal, ibahagi ang iyong karanasan o magtanong ng interes sa aming mga espesyalista - ang bloke ng contact ay matatagpuan sa ilalim ng artikulo.