
- Kaya aling makina ang angkop para sa pipe welding?
- HAMER MULTIARC-250 Evolution
- Mga kinakailangang kagamitan at kasangkapan
- 4 Regulatory framework para sa butt welding
- Mga tagagawa ng manu-manong electrofusion welding machine
- Anong kagamitan ang umiiral?
- Mechanical welding unit
- Manu-manong welding machine (bakal)
- Mga kakaiba
- Mga uri
- Pamantayan para sa pagpili ng isang welding tool
- 5 ELITECH SPT 800
- Mga tagagawa ng welding machine para sa mga polypropylene pipe, isang maikling pangkalahatang-ideya ng mga modelo.
- Paraan ng welding ng butt
- Mga uri ng kagamitan
- Manwal
- Mekanikal
- haydroliko
- Mga kagamitan sa electrofusion
- Paano pumili ng tamang aparato?
- Manu-manong kagamitan
- Mekanikal
- Mga konklusyon at kapaki-pakinabang na video sa paksa
Kaya aling makina ang angkop para sa pipe welding?
Summing up, narito ang isang listahan ng mga kinakailangan para sa pipe welding equipment:
- Mga mode ng welding: MIG/MAG; MMA TIG
- Kasalukuyang hinang: sa hanay mula 20 hanggang 250 A (MMA); 20 hanggang 250 A (MIG); 20 hanggang 200 (TIG);
- Wire diameter: 0.6 hanggang 1.2 mm;
- Electrode diameter: hanggang 1.5 hanggang 5 mm;
- Boltahe: 220V/380V;
- Kahusayan: 70-90%;
- Timbang: 15-20 kg.
Ang mga kinakailangang ito ay ganap na natutugunan ng welding machine na HAMER MULTIARC-250 Evolution
HAMER MULTIARC-250 Evolution
-
- Kasalukuyang hinang 20-250 A (MMA); 15-60 A (CUT); 20-200 A (TIG);
- Uri ng hinang MMA/CUT/TIG;
- Boltahe 220 V/ 50 Hz;
- Tagal ng pag-load para sa MMA mode 250 A / 35%; 118.5 A/100%;
- Tagal ng pag-load para sa CUT mode 60 A/35%; 29.6A/100%;
- Tagal ng pag-load para sa TIG mode 200 A/35%; 118.5 A/100%;
- Kahusayan 85%;
- Timbang 15 kg;
- Angkop para sa operasyon na may hindi matatag na boltahe ng mains (mga garahe, bukid, kanayunan, atbp.)
Ang HAMER MULTIARC-250 Evolution ay isang multifunctional welding machine na tumatakbo sa MMA, TIG, CUT mode. Ang kumbinasyon ng ilang mga mode ay makabuluhang nagpapalawak ng listahan ng mga proseso ng hinang, na nagpapahintulot sa iyo na magtrabaho sa iba't ibang uri ng mga metal. Ginagawa nitong ang HAMER MULTIARC-250 Evolution ay isang kailangang-kailangan na katulong sa produksyon, lalo na para sa pag-aayos ng welding, paghahanda para sa pag-install at pag-install ng mga tubo.
Kumuha ng 90 rubles bilang regalo!

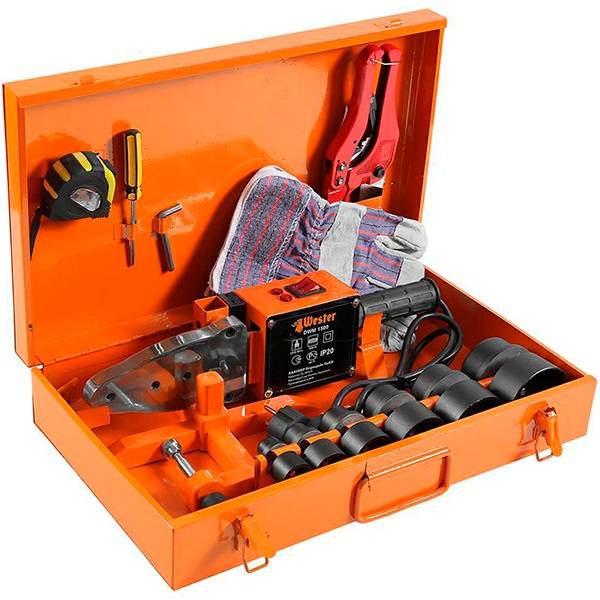
Mga kinakailangang kagamitan at kasangkapan
Para sa mga welding plastic pipe, maginhawang gumamit ng hugis-espada na panghinang na mga bakal na may naaalis na mga nozzle. Ang heating element para sa pipe welding ay isang flat platform na tinatawag na isang bakal, mayroon itong mga butas para sa paglakip ng mga heating nozzle.
Ang welding machine para sa welding plastic pipe ay dapat may temperature controller, isang heating indicator light. Bilang karagdagan sa mga kagamitan sa hinang, kailangan ang mga tool para sa pagputol ng mga blangko at pag-alis ng layer ng foil. Gupitin ang mga produktong plastik na pinagsama sa anumang maginhawang paraan:
- pamutol ng tubo, katulad ng mga pamutol ng kawad;
- gunting para sa metal;
- hacksaw na may makitid na talim.
Ang mga fine-cut na file o papel de liha ay ginagamit upang linisin ang mga hiwa, alisin ang sagging. Upang i-cut ang mga elemento ng pipeline bago ang hinang, kailangan mong maghanda ng ruler, square, felt-tip pen o marker.
4 Regulatory framework para sa butt welding
Tulad ng makikita mula sa, hanggang kamakailan sa Russia nagkaroon ng malaking pagkalito sa teknolohiya ng welding ng butt, dahil maraming kasalukuyang mga dokumento ng regulasyon ang nagbigay ng sarili nitong interpretasyon, at samakatuwid ang karamihan sa mga welder ay ginustong magtiwala sa payat na teknolohiya ng DVS ng Aleman. At ang mga kinakailangan para sa butt welding equipment sa Russia ay hindi tinukoy ng anumang pamantayan.
Mula noong simula ng 2013, dalawang dokumento ng regulasyon ang nagsimula nang sabay-sabay sa Russian Federation:
- GOST R 55276 - para sa teknolohiya ng butt welding ng mga pipe ng PE sa panahon ng pag-install ng mga pipeline ng tubig at gas, batay sa pagsasalin ng internasyonal na pamantayang ISO 21307;
- GOST R ISO 12176-1 - para sa butt welding equipment, batay sa pagsasalin ng internasyonal na pamantayang ISO 12176-1.
Ang pagpapatibay ng GOST para sa kagamitan ay tiyak na kapaki-pakinabang. Sa kasamaang palad, hindi ito nangangahulugan na ang pinaka-mababang-grade na na-import na kagamitan ay agad na natanggal. Ngunit, sa anumang kaso, ang ilang mga tagagawa ng kagamitan sa Russia ay napipilitang magtrabaho sa kalidad, at ang mamimili ay nakatanggap ng pahiwatig sa pagtatasa ng kalidad ng biniling kagamitan.
GOST sa teknolohiya ng butt welding ay nagdala ng kamag-anak na pagkakasunud-sunod. Sa anumang kaso, ito ay humantong sa pagkakapareho ng teknolohiya ng butt welding ng mga pipe ng PE sa teritoryo ng Russian Federation. Ngunit nanatili ang mga problema.
MAHALAGA! GOST R 55276, kasama ang tradisyunal na low pressure welding mode (katulad ng DVS 2207-1 at mga lumang pamantayang Ruso), ginawang legal ang high pressure welding mode para sa mga polyethylene pipe, na dati ay ginamit lamang sa USA. Ang mode na ito ay nagpapataw ng mas mataas na mga kinakailangan sa kagamitan, ngunit maaari itong makabuluhang bawasan ang oras ng welding cycle.
MAHALAGA! Ang GOST R 55276 ay halos hindi angkop para sa direktang paggamit sa isang site ng konstruksiyon, dahil hindi ito nakatuon sa isang welder, ngunit sa isang developer ng isang teknolohikal na tsart para sa welding polyethylene pipes. MAHALAGA! Hindi nalutas ng GOST R 55276 ang problema ng mga paghihigpit na dinanas ng mga lumang pamantayang Ruso at hanggang ngayon ang lahat ng mga dayuhang pamantayan ay nagdurusa.
Una, ang pinahihintulutang hanay ng temperatura ng hangin ay mula sa +5 hanggang +45°C, habang ang isang malaking bahagi ng teritoryo ng Russian Federation ay napipilitang magsimula ng hinang kapag nag-freeze ang mga latian. Pangalawa, ang maximum na kapal ng pader ng mga tubo ay 70 mm, habang ang kapal ng pader ng aktwal na ginawang mga tubo ay matagal nang lumampas sa 90 mm. At pangatlo, ang pipe material ay tradisyunal lamang na low-pressure polyethylene (HDPE) na may melt flow rate na hindi bababa sa 0.2 g / 10 min (sa 190/5), habang ang non-flowing grades ng polyethylene ay matagal nang ginagamit para sa produksyon. ng mga malalaking diameter na tubo katamtamang presyon na may MFI sa ibaba 0.1 g/10 min (sa 190/5). Para sa mga kundisyon sa labas ng napatunayang mga limitasyon ng temperatura ng hangin at kapal ng pader, kinakalkula ng ilang mga tagagawa ang teknolohiya para sa welding ng mga polyethylene pipe sa pamamagitan ng pag-extrapolate ng mga kasalukuyang regulasyon, ngunit ang teoretikal na teknolohiyang ito ay hindi pa napatunayan ng mga pangmatagalang pagsubok. Para sa mga hindi dumadaloy na grado ng polyethylene, walang teknolohiya para sa pipe welding, kahit na sa teorya. Bilang resulta, humigit-kumulang 80% ng lahat ng hinang ay ginagawa sa Russia sa ilalim ng mga kondisyon na lampas sa mga limitasyon ng napatunayang teknolohiya!
MAHALAGA! Hindi nalutas ng GOST R 55276 ang problema ng mga limitasyon na dinanas ng mga lumang pamantayang Ruso at hanggang ngayon ay nagdurusa ang lahat ng mga pamantayang dayuhan.Una, ang pinahihintulutang hanay ng temperatura ng hangin ay mula +5 hanggang +45 ° С, habang ang isang malaking bahagi ng teritoryo ng Russian Federation ay napipilitang magsimula ng hinang kapag ang mga swamp ay nag-freeze.
Pangalawa, ang maximum na kapal ng pader ng mga tubo ay 70 mm, habang ang kapal ng pader ng aktwal na ginawang mga tubo ay matagal nang lumampas sa 90 mm. At pangatlo, ang pipe material ay tradisyunal lamang na low-pressure polyethylene (HDPE) na may melt flow rate na hindi bababa sa 0.2 g / 10 min (sa 190/5), habang ang non-flowing grades ng polyethylene ay matagal nang ginagamit para sa produksyon. ng mga malalaking diameter na tubo katamtamang presyon na may MFI sa ibaba 0.1 g/10 min (sa 190/5). Para sa mga kundisyon sa labas ng napatunayang mga limitasyon ng temperatura ng hangin at kapal ng pader, kinakalkula ng ilang mga tagagawa ang teknolohiya para sa welding ng mga polyethylene pipe sa pamamagitan ng pag-extrapolate ng mga kasalukuyang regulasyon, ngunit ang teoretikal na teknolohiyang ito ay hindi pa napatunayan ng mga pangmatagalang pagsubok. Para sa mga hindi dumadaloy na grado ng polyethylene, walang teknolohiya para sa pipe welding, kahit na sa teorya. Bilang resulta, humigit-kumulang 80% ng lahat ng hinang ay ginagawa sa Russia sa ilalim ng mga kondisyon na lampas sa mga limitasyon ng napatunayang teknolohiya!









Nakaraang
2
Subaybayan.
Mga tagagawa ng manu-manong electrofusion welding machine
sa welding market mga makinang panghinang Ang mga tubo ng HDPE ay pinaka-in demand na mga produkto ng mga sumusunod na tagagawa:
- Rothenberger. Ang kumpanyang ito ay itinatag sa Germany noong 1949. Sa nakalipas na mga taon, ang kumpanya ay nakamit ang napakahusay na tagumpay, na naging isa sa mga nangungunang tagagawa ng mga welding machine. Ang mga produktong ginawa sa ilalim ng tatak ng Rothenberger ay nakikilala sa pinakamataas na posibleng kalidad at pinakamataas na antas ng pagiging maaasahan.
- Ritmo. Ang kumpanyang Italyano na Ritmo ay itinatag noong 1979.Ngayon ito ay kabilang sa kategorya ng mga nangungunang kumpanya na nakikibahagi sa pagproseso ng mga polimer at mga produktong polimer. Sa mga aktibidad nito, patuloy na sinusunod ng Ritmo ang pinakamoderno at mahigpit na mga pamantayan. Ang negosyo ng kumpanya ay nasa napakataas na antas, at ganoon din ang masasabi tungkol sa mga produkto - Ang mga produkto ng Ritmo ay nakikilala sa pamamagitan ng iba't-ibang, versatility at pinakamataas na kalidad.
- DYTRON. Laban sa background ng mga mas lumang analogues, ang mga produkto ng kumpanya ng Czech na DYTRON, na itinatag noong 1992, ay hindi mukhang hindi sapat na kalidad - lahat ay naaayon doon. Ang hanay ng produkto ay hindi karaniwang malawak - ang kumpanya ay gumagawa ng parehong manu-mano at awtomatikong kagamitan na nagpapahintulot sa iyo na ikonekta ang mga HDPE pipe. Bilang karagdagan, ang mga hanay ng modelo ay patuloy na lumalawak at pupunan, kaya ang paghahanap ng magagandang kagamitan sa mga stand ng tatak na ito ay hindi magiging isang problema. Nararapat din na tandaan ang pagsunod sa mga inilabas na aparato na may mga pinaka-modernong kinakailangan.
Konklusyon
Kapag pumipili ng isang aparato para sa paghihinang ng mga tubo ng HDPE, kinakailangan upang bumuo sa mga kinakailangan dahil sa isang partikular na sitwasyon. Ang tamang pagpili ng kagamitan ay magbibigay-daan sa iyo na lumikha ng isang maaasahan at mahigpit na koneksyon na maaaring tumagal hangga't solid pipe.
Anong kagamitan ang umiiral?
Ayon sa disenyo nito, ang welding machine ay isang aparato kung saan ang mga seksyon ng pipe ay pinainit, sa gayon ginagawang posible na makakuha ng isang permanenteng koneksyon. Hindi na kailangang ipaliwanag na ang kagamitan na ginagamit para sa welding plastic pipe ay magkakaroon ng ibang disenyo kaysa sa makina para sa welding metal pipe.
Sa ngayon, sa Mayroong dalawang uri ng mga aparato na magagamit sa merkado na ginagamit para sa hinang polypropylene pipe:
- mekanikal na kagamitan para sa hinang;
- manu-manong welding machine.
Ito ay nagkakahalaga ng pag-iisip tungkol sa paggamit ng una sa mga kaso kung saan kinakailangan upang pagsamahin ang mga joints, paggawa ng maraming pagsisikap para dito, o ang gawain ng pag-install ng mga tubo na may medyo malaking diameter ay lumitaw.
Ang isang manu-manong plastic pipe welding machine ay ang pinakamahusay na pagpipilian kapag ito ay binalak na mag-ipon ng pipeline sa sarili nitong at ito ay pinlano na gumamit ng mga tubo na naiiba sa kanilang diameter para sa trabaho.
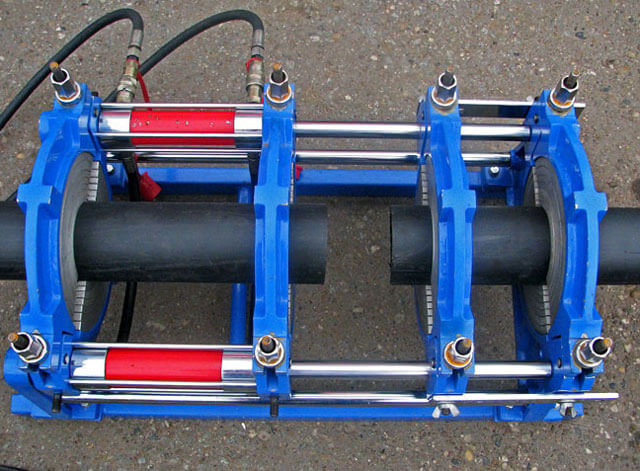
Mechanical welding unit
 Sa mga tuntunin ng disenyo, ang isang mekanikal na kagamitan para sa mga welding pipe na gawa sa polypropylene ay ginawa sa anyo ng isang frame ng suporta, kung saan mayroong isang yunit ng instrumento at isang haydroliko na yunit. Sa kaliwa at kanang bahagi ay may mga grip, na ang bawat isa ay may isang pares ng kalahating singsing. Ang mga grip ay pinaghihiwalay ng mga pagsingit upang makatulong na balansehin ang presyon at sentro. Sa mga tuntunin ng kanilang panloob na lapad, hindi sila naiiba sa mga tubo kung saan gagana.
Sa mga tuntunin ng disenyo, ang isang mekanikal na kagamitan para sa mga welding pipe na gawa sa polypropylene ay ginawa sa anyo ng isang frame ng suporta, kung saan mayroong isang yunit ng instrumento at isang haydroliko na yunit. Sa kaliwa at kanang bahagi ay may mga grip, na ang bawat isa ay may isang pares ng kalahating singsing. Ang mga grip ay pinaghihiwalay ng mga pagsingit upang makatulong na balansehin ang presyon at sentro. Sa mga tuntunin ng kanilang panloob na lapad, hindi sila naiiba sa mga tubo kung saan gagana.
Sa disenyo ng aparato mayroong isang electric trimmer, ang pangunahing layunin nito ay upang ihanay ang mga dulo ng mga tubo. Ang device na ito ay isang umiikot na disk na nilagyan ng mga double-sided na kutsilyo, na mayroon ding locking mechanism na nagsisiguro ng ligtas na operasyon. Ang pangunahing gumaganang elemento ng pag-init ay isang bakal na disc na may non-stick coating na naglalaman ng mga elemento ng pag-init sa loob. Ang disenyo ng maraming modelo ng naturang mga device ay kadalasang naglalaman ng mga temperature controller at temperature control sensor.
Manu-manong welding machine (bakal)
Isinasaalang-alang na ang ordinaryong mamimili ay malamang na hindi magkaroon ng gawain ng pag-install ng mahabang network, hindi siya dapat bumili ng isang napakalaki na welding device.
Karamihan sa mga mamimili ay karaniwang gumagamit ng isang aparato tulad ng isang welding iron upang mag-assemble ng mga tubo. Kung susuriin natin ito sa pamamagitan ng disenyo at mga tampok nito sa pagpapatakbo, kung gayon sa paggalang na ito ay naiiba ito nang kaunti sa isang tradisyonal na kasangkapan sa bahay. Sa mga tampok nito, ibang disenyo lamang ang maaaring makilala.
Ang mga pangunahing elemento ng disenyo nito ay isang heating plate, isang termostat at isang ergonomic handle. Kung titingnan mo nang mabuti, makakahanap ka ng dalawang butas sa heating plate, na kinakailangan para sa paglakip ng mga ipinares na elemento ng welding na naiiba sa kanilang diameter. Ang mga ito ay nakikilala, una sa lahat, sa pamamagitan ng pagkakaroon ng isang Teflon coating, salamat sa kung saan ang plastic ay hindi dumikit sa isang mainit na ibabaw.
Mga kakaiba
Kapag pumipili ng isang makina para sa mga welding pipe mula sa PE, kailangan mong malinaw na maunawaan kung anong uri ng trabaho ang gagawin dito. Ang mga tampok ng nais na kagamitan ay higit na nakasalalay sa paraan ng hinang na pinaplano mong gamitin nang madalas.
Mayroong apat na pangunahing pamamaraan para sa paghihinang ng mga produktong polyethylene.
- Butt welding - ang pamamaraang ito ay ang pinaka-karaniwan, at ito ay batay sa koneksyon ng pinainit na mga dulo ng pipe sa bawat isa o sa mga fitting gamit ang isang espesyal na welding mirror. Ang butt jointing ay nagpapahintulot sa iyo na makakuha ng medyo mataas na kalidad na joint sa isang abot-kayang presyo ng kagamitan, ngunit ang pamamaraan ay hindi angkop para sa pagsali sa mga produkto na may kapal ng pader na mas mababa sa 4.5 mm.Ang paggamit ng butt welding ay nangangailangan ng masusing paglilinis ng mga ibabaw na pagsasamahin, maximum na katumpakan sa pag-trim ng mga produkto at paglalapat ng tamang presyon sa mga tubo sa panahon ng kanilang koneksyon.
- Ang pag-dock ng mga tubo sa isang socket (o paraan ng pagkabit) ay isang maaasahan, ngunit hindi gaanong karaniwan at mas mahal na paraan batay sa pagkonekta ng mga produkto sa pamamagitan ng isang espesyal na pagkabit. Mayroon ding mga opsyon para sa pagkonekta ng dalawang tubo ng iba't ibang diameters nang direkta sa bawat isa. Ang pamamaraang ito ay hindi ginagamit para sa pagtula ng mga pipeline na matatagpuan sa labas.
- Electrofusion (o thermistor) welding ng mga tubo - ang pamamaraang ito ay katulad ng pagsali sa isang socket, ngunit ang pagkabit na ginamit dito ay naglalaman ng isang elemento ng pag-init ng metal, na nag-aambag sa mas pare-parehong pag-init ng mga konektadong produkto at ang electric coupling. Ang bawat electric clutch ay may espesyal na barcode na nag-e-encode sa mga parameter ng electric current na kinakailangan para sa clutch na ito, kaya ang mga device ng ganitong uri ay madalas na nilagyan ng barcode scanner. Ang pamamaraan ng thermistor ay mas maaasahan (at mas mahal) kaysa sa paraan ng pagkabit, samakatuwid ito ay pangunahing ginagamit sa mga kaso kung saan kinakailangan upang magbigay ng isang napaka-matatag na koneksyon (halimbawa, kapag naglalagay ng mga pipeline sa mga lugar ng madalas na lindol). Ang pamamaraang ito ay ginagamit upang ikonekta ang mga tubo na may diameter na 20 mm o higit pa sa anumang kapal ng dingding, at ang mga kinakailangan para sa katumpakan ng paghawak ng mga teknolohikal na parameter dito ay mas mababa kaysa sa paghihinang ng butt.
- Ang extrusion welding ay isang paraan na katulad ng electric welding, kung saan ang pinainit na polyethylene ay pinapakain sa pamamagitan ng isang espesyal na extruder sa lugar ng hinang, na bumubuo ng isang koneksyon sa pagitan ng mga tubo.Ang lakas ng nagresultang koneksyon ay karaniwang hindi lalampas sa 80% ng lakas ng polyethylene, kaya ang paraan ng pagpilit ay kadalasang ginagamit para sa pagkonekta ng mga tubo sa iba pang mga produktong plastik at pag-install ng mga tubo na may diameter na 630 mm o higit pa sa mga lugar na hindi malamang. na sasailalim sa matataas na karga.


Mga uri
Ang lahat ng mga polyethylene welding device ay binubuo ng apat na pangunahing module - isang generator (karaniwang gumagana sa prinsipyo ng isang inverter na may isang transpormer o isang switching power supply), isang power control module, isang temperature control module at isang teknolohikal na yunit kung saan ang proseso ng koneksyon mismo nagaganap. Ang bawat isa sa apat na pamamaraan ng welding na tinalakay sa itaas ay ginagawa gamit ang naaangkop na tool.











Ang mga umiiral na makina para sa bawat isa sa 4 na pamamaraan ay maaaring higit pang hatiin sa 3 kategorya ayon sa antas ng automation.

Ang mga semi-awtomatikong device ay hinati ayon sa uri ng drive na ginamit sa mekanikal at haydroliko. Sa mga aparato na may mekanikal na drive, ang puwersa na kinakailangan upang isentro at hawakan ang mga tubo sa panahon ng proseso ng hinang ay nilikha sa tulong ng operator, samakatuwid ang mga ito ay ginagamit lamang kapag nagtatrabaho sa mga tubo na may diameter na mas mababa sa 160 mm. Ang hydraulic drive ay hindi nangangailangan ng paggamit ng puwersa mula sa operator at ginagamit para sa mga produkto ng welding ng anumang diameter, kabilang ang mga mas malaki kaysa sa 160 mm.


Ang isa pang mahalagang katangian ng welding machine ay ang diameter ng mga tubo na maaari nitong ikonekta, dahil ang mga karaniwang sukat ng mga pipe ng PE ay nasa hanay mula 16 hanggang 1600 mm. Halimbawa, para sa pagtutubero sa mga apartment, karaniwang ginagamit ang mga tubo na may diameter na 20 hanggang 32 mm, ngunit para sa pag-install ng mga pangunahing pipeline, maaaring kailanganin ang isang aparato na may kakayahang paghihinang ng mga tubo na may diameter na 90/315 mm o higit pa.
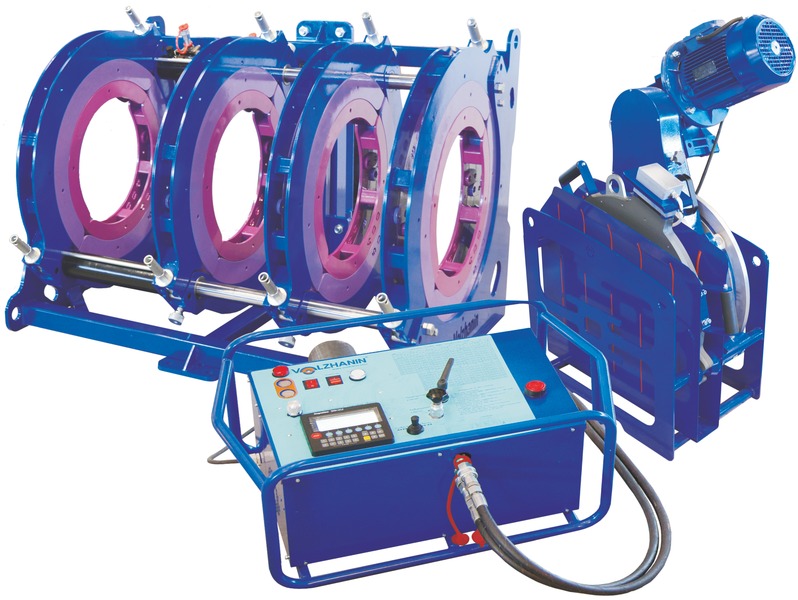
Sa kasalukuyan, ang pinakasikat na mga device ay Georg Fischer (Switzerland), Rothenberger (Germany), Advance Welding (Great Britain), Eurostandard, Technodue at Ritmo (Italy), Dytron (Czech Republic), KamiTech at Nowatech (Poland). Mayroon ding mga tagagawa ng Russia ng mga polyethylene welding device, halimbawa, ang halaman ng Volzhanin, na gumagawa ng mga kagamitan para sa mga produkto ng butt-soldering na may diameter na 40 hanggang 1600 mm at mga electrofusion device na may kakayahang kumonekta sa mga tubo na may diameter na hanggang 1200 mm.
Pamantayan para sa pagpili ng isang welding tool
Kapag nagpapasya sa isyu sa ginustong klase ng mga kagamitan sa hinang, kinakailangan una sa lahat na bigyang-pansin ang saklaw ng nakaplanong gawain. Narito ang mga sumusunod na parameter ay may malaking kaugnayan:
- Ang hanay ng mga diameter ng pipe upang gumana.
- Konsumo sa enerhiya.
- Presyo ng device.
Kapansin-pansin na mayroong malinaw na kaugnayan sa pagitan ng mga parameter na ito. Kaya, na may pagtaas sa panlabas na diameter ng pipe, kinakailangang isaalang-alang ang mga modelo na may mas mataas na kapangyarihan. Karaniwang tinatanggap na ang tagapagpahiwatig ng kapangyarihan, ang yunit na kung saan ay watts, ay dapat na 10 beses ang diameter, na kinakalkula sa milimetro. Sa madaling salita, kung dapat itong magwelding ng mga tubo na may panlabas na diameter na 30 mm, maaari mong limitahan ang iyong sarili sa isang modelo na ang rating ng kapangyarihan ay 300 watts. Ito ay nagkakahalaga ng pagpuna na ang mga numero na ibinigay ay hindi pangwakas at tumpak, at samakatuwid ang mga error sa loob ng 30% ay pinapayagan dito.
Samakatuwid, kung ang modelo ng kagamitan sa hinang ay may malaking pagkonsumo ng kuryente, kung gayon pinapayagan nito ang may-ari na magwelding ng mga tubo ng mas malaking diameter.Gayunpaman, ang pagkuha ng naturang kagamitan ay mangangailangan ng malalaking paggasta.
5 ELITECH SPT 800

Mayaman na kagamitan Bansa: Russia (ginawa sa China) Average na presyo: 1,638 rubles. Rating (2019): 4.5









Ang badyet na ito na panghinang na bakal para sa mga polypropylene pipe ay makikita hindi lamang sa mga kamay ng mga baguhan na installer, kundi pati na rin sa mga propesyonal. Ang modelo ay maaaring gumana sa 6 na laki ng tubo, mula 20 hanggang 63 mm. Pansinin ng mga eksperto ang mga de-kalidad na nozzle na pinahiran ng Teflon. Sa lakas ng heater na 800 W, mabilis na makakapagpainit ang device hanggang 300°C. Medyo mabilis din lumamig ang heater. Nakumpleto ng tagagawa ang produkto nito na may 6 na nozzle, isang stand, isang maaasahang metal case, at isang set ng mga tool (screwdriver, hex key).
Pag-aaral ng mga review ng consumer, mayroong ilang mga pakinabang at disadvantages ng device. Sa isang banda, ang modelo ay nararapat na papuri para sa kapangyarihan nito, mabilis na pag-init at paglamig, makinis na mga tahi, abot-kayang presyo. Ang mga reklamo ay tinutugunan sa hindi komportable na kinatatayuan, manipis na kaso, mahinang kalidad na Teflon coating.
Mga tagagawa ng welding machine para sa mga polypropylene pipe, isang maikling pangkalahatang-ideya ng mga modelo.
Kapag pumipili ng anumang kagamitan, ang isa sa mga pamantayan sa pagtukoy ay ang reputasyon ng tagagawa. At kahit na ang mga makina para sa manu-manong hinang ng mga polypropylene pipe ay hindi matatawag na masyadong kumplikado at high-tech na mga aparato, mayroon ding ilang mga awtoridad sa lugar na ito.
Kaya, ang mga "trendsetter" sa paggawa ng naturang kagamitan ay itinuturing na "Rothenberger", "Valfex", "Dytron", "BRIMA", "Gerat", "KERN". Ang mga aparatong Elitech, Sturm, Caliber, Enkor, PATRIOT, Energomash, DeFort ay hindi gaanong maaasahan at hinihiling.Ang pangunahing bagay ay ang binili na kagamitan ay talagang orihinal, hindi isang pekeng, at sinamahan ng warranty ng pabrika ng isang tagagawa.
Sa konklusyon, ayon sa kaugalian, isang maliit na pagsusuri ng mga sikat na modelo at ang average na antas ng presyo para sa kanila.
| Pangalan ng modelo, paglalarawan | Maikling paglalarawan ng modelo | Average na antas ng presyo, kuskusin. (Abril 2016) |
|---|---|---|
"BRIMA TG-171", Germany - China  | Power 750 W, welding diameter - hanggang 63 mm, electromechanical thermostat, heating temperature - hanggang 300 °C. Oras ng warm-up - hindi hihigit sa 15 minuto. Kasama sa set ang anim na pares ng mga nozzle mula 20 hanggang 63 mm. | 3900 |
"ENCOR ASP-800", Russia - China  | Power 800 W, welding diameter - hanggang 63 mm, electromechanical thermostat, heating temperature - hanggang 300 °C. Matatag na platform stand. Kasama sa kit ang anim na pares ng mga nozzle mula 20 hanggang 63 mm na may Teflon coating. | 2200 |
Elitech SPT 1000, Russia - China  | Apparatus na may cylindrical heating element. Kapangyarihan - 1000 watts. Welding diameter - mula 16 hanggang 32 mm. Ang isang set ng mga nozzle (4 na diyametro) na may Teflon coating ay kasama sa paghahatid. Ergonomic na hugis ng katawan at hawakan, na nagpapahintulot sa iyo na magtrabaho sa mga lugar na mahirap maabot. Electromechanical termostat. | 2700 |
"Sturm TW7219", Germany - China  | Mataas na modelo ng kapangyarihan - 1900 W, na may posibilidad na i-on ang buo at kalahating kapangyarihan (isa o dalawang elemento ng pag-init). Anim na pares ng mga tip na pinahiran ng Teflon. Ang maximum na diameter ng welding ay 62 mm. Oras ng pag-init - mga 12 minuto. Extended delivery package na hindi nangangailangan ng pagbili ng mga karagdagang accessories. | 3300 |
Dytron Polys P-1a, Czech Republic  | Mataas na kalidad ng propesyonal na kagamitan. Kapangyarihan - 650 watts. Cylindrical heater na may mataas na precision na capillary thermostat.Welding diameter - hanggang sa 32 mm. Patented na 3 diameter na tip sa uri ng sapatos, na pinahiran ng mataas na kalidad na asul na Teflon. Anim na mga setting ng temperatura. Awtomatikong overheating na proteksyon. Timbang - 1.3 kg lamang, na nagpapadali sa trabaho sa mga lugar na mahirap maabot. | 11200 sa pinakamababang pagsasaayos - isang aparato, isang stand at tatlong nozzle. |
Rothenberger ROWELD P 40T, Germany  | Kapangyarihan - 650 watts. Ang maximum na diameter ng welding ay 40 mm. Ang hugis ng espada na pampainit na may posibilidad na mag-install ng dalawang pares ng manggas-mandrel. Kasama sa kit ang 4 na pares ng mga nozzle mula 20 hanggang 40 mm, mataas na kalidad na Teflon coating. Mga tampok ng device na ito - ang built-in na thermostat ay partikular na idinisenyo para sa mga polypropylene pipe at naka-program para sa high-precision na pagpapanatili ng isang matatag na temperatura na 260 ° C. Ang masa ng aparato ay 2.8 kg. | 14500 |
KERN Welder R63E, Germany  | Propesyonal na modelo ng grado. Medyo mababa ang kapangyarihan, 800 W, at sa parehong oras - ang posibilidad ng mga welding pipe na may diameter na hanggang 63 mm. Kasama ang anim na pares ng mga tip na pinahiran ng Teflon. High-precision electronic na pag-install ng nakatakdang temperatura gamit ang microprocessor controller, digital display. | 13500 |
Sa konklusyon - isang video tungkol sa isa pang welding machine para sa mga polypropylene pipe
Paraan ng welding ng butt
Ang pamamaraang ito ay nagpapahintulot sa iyo na ikonekta ang mga polyethylene pipe na may isang weld gamit ang mga espesyal na kagamitan para sa butt welding. Ang weld (o "joint") ay katumbas ng tensile strength sa polyethylene pipe mismo. Sa pamamagitan ng hinang gamit ang isang pinainit na tool, ang mga pipe ng PE na may diameters mula 50 mm hanggang 1600 mm kasama ay konektado. Ang mga karaniwang teknolohikal na welding mode ay idinisenyo para sa operasyon sa temperatura ng hangin mula -10°C hanggang +30°C.Kung ang temperatura ng hangin sa kalye ay lumampas sa karaniwang mga agwat ng temperatura, kung gayon ang welding ng mga polyethylene pipe ay dapat isagawa sa isang kanlungan upang sumunod sa mga teknolohikal na parameter. Ang butt welding ng pressure HDPE pipe ay nahahati sa dalawang pangunahing yugto: paghahanda sa trabaho at hinang mismo. Ang yugto ng paghahanda ay kinabibilangan ng:
- pagsuri sa pagganap at paghahanda para sa pagpapatakbo ng mga kagamitan sa hinang,
- paghahanda ng isang lugar para sa paglalagay ng mga kagamitan sa hinang,
- pagpili ng mga kinakailangang parameter para sa hinang,
- pag-aayos ng mga pipe ng PE at pagsentro sa mga clamp ng welding machine,
- mekanikal na pagproseso ng mga dulo ng mga welded na ibabaw ng mga tubo o bahagi.
Kapag inihahanda ang kagamitan, ang mga pagsingit at mga clamp ay pinili na tumutugma sa diameter ng pipe na welded. Ang mga gumaganang ibabaw ng heater at ang tool para sa pagproseso ng mga pipe ng PE ay dapat na malinis ng dumi at alikabok. Ang operability ng kagamitan ay sinusuri sa panahon ng isang visual na inspeksyon ng mga yunit at mga bahagi ng welding machine, pati na rin sa panahon ng control inclusion. Sa welding machine, sinusuri ang maayos na pagtakbo ng movable clamp ng centralizer at ang operasyon ng facer. Ang paglalagay ng mga kagamitan sa hinang ay isinasagawa sa isang pre-prepared at cleared na site o ruta ng pipeline pagkatapos maimbak dito ang mga PE pipe. Kung kinakailangan, ang lugar ng hinang ay protektado ng mga awning upang maprotektahan ito mula sa pag-ulan, buhangin at alikabok. Sa basang panahon, inirerekumenda na mag-install ng mga kagamitan sa hinang sa mga kalasag na gawa sa kahoy. At inirerekumenda na isara ang libreng dulo ng polyethylene pipe na may mga plug ng imbentaryo upang maiwasan ang mga draft sa loob ng pipe sa panahon ng hinang.
Ang pagpupulong ng mga welded pressure HDPE pipe at mga bahagi, kabilang ang pag-install, pagsentro at pag-aayos ng mga dulo na welded, ay isinasagawa sa mga clamp ng centralizer ng welding machine. Ang mga clamp ng welding machine para sa mga pipe ng PE ay hinihigpitan upang maiwasan ang pagdulas ng mga tubo at alisin, hangga't maaari, ang ovality sa mga dulo. Kapag ang butt welding ng malalaking diameter na mga pipe ng PE, dahil mayroon silang sapat na malaking patay na timbang, ang mga suporta ay inilalagay sa ilalim ng mga libreng dulo upang ihanay ang tubo at maiwasan ang welded na dulo ng tubo mula sa paggalaw. Ang pagkakasunud-sunod ng proseso ng hinang:
- sukatin muna ang puwersa na kinakailangan upang ilipat ang movable clamp gamit ang isang nakapirming pipe,
- ang isang pampainit ay naka-install sa pagitan ng mga dulo ng mga tubo, pinainit sa kinakailangang temperatura,
- isagawa ang proseso ng reflow sa pamamagitan ng pagpindot sa mga dulo ng mga pipe ng PE sa pampainit, na lumilikha ng kinakailangang presyon,
- ang mga dulo ay pinipiga ng ilang oras (ayon sa teknolohiya ng welding para sa polyethylene pipe na ito) hanggang sa hitsura ng isang pangunahing burr na may taas na 0.5 hanggang 2.0 mm,
- pagkatapos ng hitsura ng pangunahing burr, ang presyon ay nabawasan at pinananatili para sa oras na kinakailangan upang mapainit ang mga dulo ng mga tubo,
- pagkatapos ng pagtatapos ng proseso ng warm-up, ang movable clamp ng centralizer ay binawi ng 5-6 cm pabalik at ang heater ay tinanggal mula sa welding zone,
- pagkatapos alisin ang pampainit, dalhin ang mga dulo ng mga polyethylene pipe upang makipag-ugnay, na lumilikha ng presyon na kinakailangan para sa pag-ulan,
- ang precipitation pressure ay pinananatili para sa oras na kinakailangan para sa joint upang lumamig, at pagkatapos ay isang visual na inspeksyon ng resultang weld ay isinasagawa sa mga tuntunin ng laki at pagsasaayos ng panlabas na burr,
- pagkatapos ay markahan ang resultang hinang.
Mga uri ng kagamitan
Ayon sa prinsipyo ng pagkonekta ng mga bahagi, ang mga yunit ng hinang ay nahahati sa 2 uri:
- para sa koneksyon ng electrofusion;
- para sa socket at butt.
Ayon sa prinsipyo ng pagpapatakbo, ang lahat ng uri ng kagamitan ay nahahati sa manu-mano at mekanikal. Ang anumang kagamitan sa hinang, anuman ang uri, ay may 4 na pangunahing yunit: isang generator, isang temperatura controller, isang power module at isang teknolohikal na yunit kung saan ang mga bahagi ay konektado. Ang huli ay may ibang istraktura (depende sa uri ng hinang).
Manwal
Ang mga manu-manong maliit na laki ng welding machine ay may anyo ng isang plato na may mga tip para sa pag-aayos ng mga dulo ng mga bahagi ng HDPE. Upang ikonekta ang mga inihandang ibabaw, kinakailangan ang pagsisikap ng tao, kaya ang diameter ng tubo ay hindi dapat lumagpas sa 125 mm. Ang isang hand-held device ay pinili para sa paggamit sa bahay, ito ay ang pinakamadaling master, ito ay may isang mababang presyo.
Mekanikal
Idinisenyo ang mga device na ito para sa mga propesyonal. Kabilang sa mga ito ang sumusunod:
- centralizer na may mga tip para sa pag-clamping ng mga bahagi;
- end cutter na may sharpened kutsilyo para sa pipe processing;
- elemento ng pag-init (welding mirror);
- aparato ng compression.
Ang compression ng mga konektadong tubo ay ibinibigay ng mekaniko, kaya ang kanilang diameter ay walang limitasyon. Ang welding na may isang mekanikal na hinimok na aparato ay isang mas advanced na paraan: pinapadali nito ang gawain ng operator at ginagawang mas maaasahan ang joint.
haydroliko
Sa hydraulic equipment, ang compression ng mga produkto ay isinasagawa ng isang hydraulic drive. Ang mga naturang device ay idinisenyo para sa butt welding at mayroong 3 uri:
- Manwal. Ang lahat ng mga operasyon ay isinasagawa nang manu-mano. Inilapat sa hinang ng mga pipeline na may average at mababang presyon.
- Semi-awtomatiko. Ang manu-manong trabaho ay nagsasangkot lamang ng pagtula ng mga tubo. Awtomatikong nagaganap ang koneksyon.
- Awtomatiko.Ang mga paggalaw ng lahat ng mga yunit ng yunit mula sa simula hanggang sa katapusan ng proseso ay kinokontrol ng isang computer, ang operator ay pumapasok lamang sa mga kinakailangang parameter.
Ang mga modernong makina ay gumagana nang may mataas na katumpakan. Mababasa nila ang kinakailangang impormasyon mula sa bar code na naka-print sa HDPE o sa mga electric coupling, sa dulo ng proseso ay naglalabas sila ng protocol ng pag-uulat, nagpapahiwatig ng mga error.
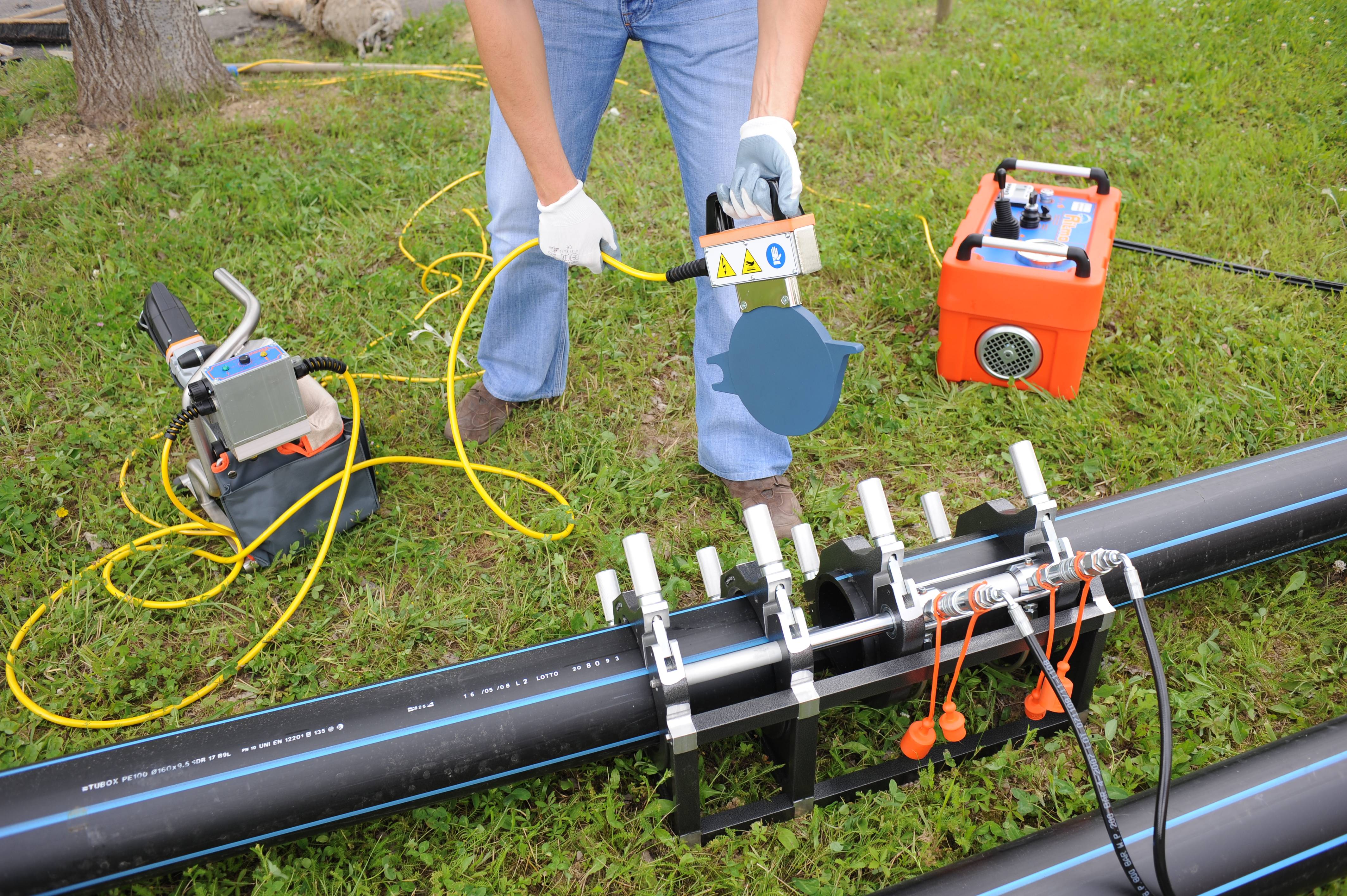
Mga kagamitan sa electrofusion
 Ang teknolohiya ng electrofusion welding ay ang mga sumusunod. Sa yugto ng produksyon, ang isang elemento ng pag-init ay inilalagay sa bawat pagkabit mula sa panloob na ibabaw na may dalawang lead sa panlabas na ibabaw nito.
Ang teknolohiya ng electrofusion welding ay ang mga sumusunod. Sa yugto ng produksyon, ang isang elemento ng pag-init ay inilalagay sa bawat pagkabit mula sa panloob na ibabaw na may dalawang lead sa panlabas na ibabaw nito.
Ang mga tubo na konektado ay ipinasok sa pagkabit. Sa isang espesyal na cable, ang mga output ng pagkabit at ang welding machine ay konektado. Pagkatapos nito, ang elemento sa loob ng pagkabit ay pinainit.










Dahil dito, ang seksyon ng polypropylene pipe at ang pagkabit ay natutunaw sa lugar ng elemento ng pag-init. Kapag naka-off ang device, nangyayari ang reverse polymerization ng mga konektadong bahagi ng produkto. Ang resulta ay isang monolitikong koneksyon.
maaaring gumana sa mga produkto ng halos anumang diameter. Maaari silang magwelding ng mga polypropylene pipe, gayundin ang mga produktong low-pressure polyethylene (HDPE).
Ang pangunahing elemento ay isang microprocessor unit na may regulated power supply. Ito ay nagse-save ng welding protocol para sa pagsubaybay sa operasyon at bumubuo ng kinakailangang kasalukuyang upang makuha ang kinakailangang temperatura ng pag-init.
Sa isang partikular na oras, depende sa diameter ng produkto at iba pang mga kundisyon, pinapatay nito ang device. Ang aparato ay maaaring gumana sa labas sa hanay ng temperatura -20…+60 °C.
Halimbawa, ang Rothenberger ROWELD ROFUSE PRINT apparatus, na may mababang timbang at sukat nito (isang maliit na kahon na tumitimbang ng humigit-kumulang 20 kg), ay nagpapahintulot sa iyo na ikonekta ang HDPE at polypropylene pipe na may diameter na hanggang 1200 mm.
Ang data sa mga ito ay maaaring maipasok nang manu-mano o basahin mula sa isang barcode na naka-install sa pipe ng tagagawa. Madaling gamitin ang device at may kasamang mga detalyadong tagubilin.
Paano pumili ng tamang aparato?
Apparatus para sa welding plastic work tulad ng isang panghinang na bakal at conventionally nahahati sa 2 uri - manu-mano at mekanikal.
Manu-manong kagamitan
Kumakatawan sa isang heating plate na may mga tip para sa mga dulo ng mga tubo at ang hawakan. Ayon sa prinsipyo ng operasyon, ito ay katulad ng isang bakal at isang electric soldering iron.

Nangangailangan ng pagsisikap ng tao na i-compress ang mga produktong sasalihan. Angkop para sa mga pipe ng PE na may diameter na hindi hihigit sa 12.5cm. Alinsunod dito, hindi ito angkop para sa malalaking dami ng trabaho, at ito ay nagkakahalaga ng pagpili nito para sa paggamit sa bahay.
Mekanikal
Ang mechanical soldering apparatus ay isang frame ng suporta na may mga disk para sa pag-aayos ng mga tubo at isang bloke ng instrumento. Ang elemento ng pag-init na may mga elemento ng pag-init sa loob ay nagpapainit sa mga dulo ng mga konektadong tubo, at ang mga mekanika ay nagbibigay ng isang malakas na compression ng mga lugar na ito.
Ito ay inilapat sa hinang ng mga produkto na nakalantad sa mataas na operational loading. Ang diameter ng mga produkto ay walang limitasyon.
Dapat piliin ng mga propesyonal ang opsyong ito.
Mga kapaki-pakinabang na tip para sa paggawa ng tamang pagpili:
Bigyang-pansin ang pakete
Ang aparato na may isang susi para sa mga nozzle ay angkop para sa pagtatrabaho sa isa, maximum na dalawang diameters. Kung ang saklaw ng trabaho ay mas malaki, pumili ng mga kagamitan na may mga nozzle ng iba't ibang diameters;
Kapangyarihan ng yunit
Ang mga propesyonal ay may isang sikreto.Ang pinakamababang lakas ng kagamitan ay kinakalkula ng isang simpleng formula - ang pinakamalaking diameter ng pipe na kailangan mong magtrabaho ay pinarami ng 10.







Halimbawa, kung magluluto ka ng mga tubo na may diameter na 50 mm sa bahay, kung gayon ang pinakamababang kapangyarihan ng yunit = 50 × 10 = 500W;
Aling tagagawa ang pipiliin?
Ang pinakamataas na rating ay para sa mga produkto ng mga kumpanyang Czech (halimbawa, TM "Daitron"). Ngunit ang presyo ng mga produkto - kagat. Samakatuwid - bilang isang kahalili - mga tagagawa ng Turkish. Mayroong magagandang modelo ng domestic production.
Mga konklusyon at kapaki-pakinabang na video sa paksa
Paghahambing at kapaki-pakinabang na mga tip para sa pagpili ng mga welding machine:
Ipinapakita ng video na ito ang hakbang-hakbang na proseso ng pag-assemble ng welder para sa mga pp pipe gamit ang iyong sariling mga kamay:
Ang pagpili ng angkop na welding machine para sa mga polyethylene pipe ay hindi napakahirap. Mas mainam na bigyan ng kagustuhan ang mga produkto ng mga kilalang tagagawa sa isang katanggap-tanggap na kategorya ng presyo. Gamit ang eksaktong pagtalima ng teknolohiya ng hinang, maaaring makuha ang isang maaasahang koneksyon.
Sabihin sa amin ang tungkol sa kung paano ka pumili ng welding machine para sa pag-assemble ng polymer pipeline sa bahay o sa bansa. Ibahagi ang mga dahilan sa likod ng iyong pinili. Mangyaring umalis sa block sa ibaba, mag-post ng larawan sa paksa ng artikulo, magtanong.



